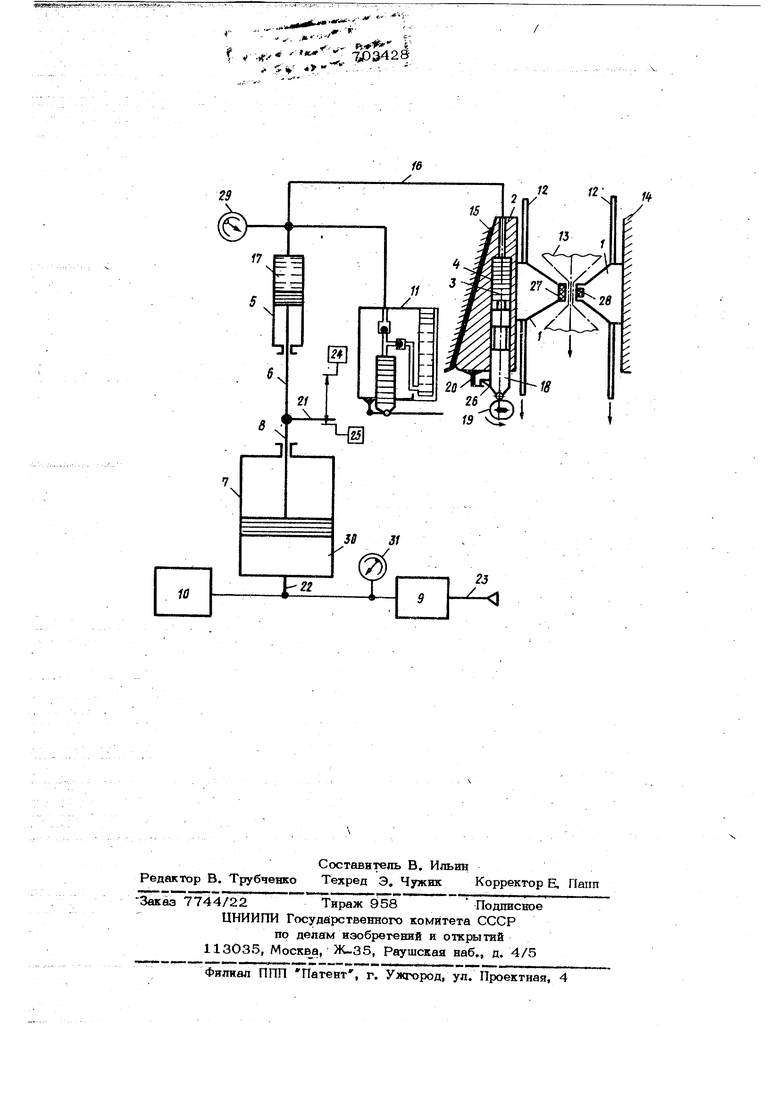
-- Изобретение относится к области продовольственного .машиностроения и.касается фасовочно-упаковочного оборудовани в частности устройства для стабилизации усилия нрижима сварочных губок к упаковочным автоматам, используемым, преимущественно, для фасовки жидких пищевых продуктов в нежесткую тару, например молока в бумажные пакеты. Н анболее близким решением к описываемому изобретению по технической сущности и достигаемому результату является известное устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам, содержащее сварочные губки с расположенными в их под вижных клиньях плунжерньши парами, полости которых соединены с компенсаторным пневмоцилиндром l . Недостатком известного устройства является высокий разброс усилия прижима сварочных губок, вследствие высокой жесткости компенсаторных пружин. Целью изобретения является обеспечение стабильности прижима сварочных губок. Эго достигается тем, что предлагаемое устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам снабжено дополнительным пневмоприводом, регулятором давления, аккумулирующей емкостью и плунжерным . насосом, при этом щток дополнительного пневмопривода снабжен указателем и соединен со штоком компенсаторного пневмоцилиндра, дополнительный пневмопривод связан с регулятором давления и аккумулирующей емкостью, полость компенсаторного пневмоцилиндра Соединена с плунжерным насосом, а в крайних точ;ках, рабочей зоны указателя установлены сигнализаторы. На чертеже схематично изображено устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам, конструктивная схема, общий вид.
703428
Устройство содержит сварочные губки
J. с расположенными в их подвижных
клиньях 2 плунжерньили парами с плунжером 3 и пневмоцилиндром 4, кбмпёВсагорный пневмоцйлиндр 5 со штоком 6, „пневмопривод 7 со штоком 8, рёгулятор 9 давления сжатого воздуха, аккумулирующую емкость 10, и плунжерный насос 11. Сварочные губки 1 расположены на кинематических связях 12, между губками расположена упаковочная тара 13, а н зоне сварки губки имеют неподвижную опору 14, Подвижные клинь.я 2 ймеКУГ неподйижнуto опору 15. Полость пневмоцилиндра 4 магистралью 16 соединенас полостью 17 компенсаторного пневмоцилиндра, плунжер 3 с помощью толкателя 1 8 связан с кулачком 19. Клинья 2 снабжены упором 20. . Шток 8 пневмопривода 7 снабжен ука загелем 21 и соединен со штоком 6 компенсаторного пневмоцилиндра 5. Пневмопривод 7 линией 22 связан с регулятором 9 давления сжатого воздуха и с аккунули рующей ёмкостью 10. Для подводасзкатогчэ воздуха в устройстве йШётся матрйстраль 23. Полость 17 ком пенсаторного пневмоцилиндра 5 соединен с плунже|энь)м насосом 11. В крайних точках рабочей зоны указателя 21 установлены СЕПГнализаторы 2 и 25. ТолкательТв снабжен упором 26, а губки 1 снабжены компенсатором 27 и наг ревателем 28. Манометр 29 служит для контроля: давления в полостях пневмоцилиндров 4 и 5, а также в магистрали 16. Устройство работает следующим образом., Сварочными губками 1, при водятся в движение с помощью кинемати ческих связей 12 (направление движения указано стрелкой), упаковочная тара 13 Шрёзкимаётся, при этом формируется па кет, заполненный продуктом. Для сварки шва в месте пережима тары обеснечиваётся усилие, равное пример но 1000 кг для бумажных пакетов, при: этом от стабильности этого сжатия зави сит качество и прочность сварного шва. Сварка шва осуществляется нагревателем 28, npjHJKaibiM к компенсатору 27. Усилие прижима создается с помощью клина 2, пёремещаемотх) через систему: тол катель 18 - плунжер 3 - заполненная жидкостью под давлением полость пневмоцилиндра 4 - клин 2 , и кулачка 19 и определяется давлением жидкости в полости пневмоцилиндра 4.
При вращении кулачка 19 в первый период времени клин 2 движется вверх заодно С тхЗлкатёлем 18, который под давлением жидкости в полости пневмоцилиндра 4 прижат к упору 20. В этот период времени выбираются зазоры между сварочными губками 1 и во всей кинематической цепочке, передающей движение от кулачка 19 к губке 1. Во второй период времени губки упираются и сжимают тару, при дальнейшем движении кулачки 19 осуществляется подъем толкателя 18 относительно дошедшего до упора губки 1 клина 2, упо- ры 20 и 26 размыкаются, дальнейший подъём толкателя 18 осуществляется за счет вытеснения жидкости из полости цневмоцилиндра 4 по магистрали 16 в полость 17 пневмоцилиндра 5, при этом шток перемещаете вниз, сжатый воздух иа пневмопривода 7 вытесняется в вакуумирующую емкость 10. Благодаря тому, что усилие на штоке пневмопривода 7 определяется только настройкой регулятора 9 давления и не зависит от положения штока 8, а изменение объема в рабочей полости 30 пневмопривода 7 при движении штока 8 вниз не вызывает ощутимого прироста давлешя в полости 30 из-за наличия аккумулирующей емкости 10 (ее величина подбирается исходя из допустимого приращения давлешя в полости 30 при работе устройства), то и давление в полости 17, Шгйстрали 16 и полости пневмоцилиндра4 не изменяется при ходе плунжера 3, а,следовательно и усилие прижима губок i при любом положении плунжера 3 остается постоянным. Величина этого усилия определяется давлением жидкости в магистрали 16, которое показывает манометр 29. Заркдка устройства осуществляется плунжёрйым насосом 11, при этом рабочая жидкость нагнетается в замкнутую рабочую полость устройства при включенном ггаевмоприводе 7. С учетом соотношения площадей поршней пневмодилиндра 5 и пневмопривода 7 настраивается регулятор 9 давления . Например, если соотношение площадей равно пяти, т.е. площадь поршня пневмопривода 7 больше площади поршня пневмоцилиндра 5, и, если требуемое для получения качественного сварнохю шва давление составляет
10 ати, то регулятор давления настраивают на 2 ати. Это давление конгрол.ируется манометром 31.
Шгоки 6 р 8, а такж& указатель 21 перемещаются в верхнее положение, при этом сигнализатор 24 подает сигнал о необходимости подзарядки уст ройства. Плунжерным насосом 11 i закачивается жидкость в рабочую полость устройства, при этом штоки 6 и 8 и указатель 21 перемещаются вниз. Когда указатели 21 достигнет сигнализатора 25, последтй подает сигнал о том, что устройство за ряжено полностью.
Предлагаемое устройство позволяет осуществить подзарядку его при работе авто мага, а также на ходу перенастроить регулятор 9 и оперативно изменить в случае необходимости величину усилия прижима сварочных губок, что важно при настройке автоматов на оптимальный режим их работы.Предлагаемое устройство обеспечивает стабильность прижима сварочных губок и, тем самым, стабильность работы и оперативной настройки.
Формула изобретения Устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам, предпочтительно для розлива молока fi бумажные пакеты , содержащее сварочмьге губки с расположенными в их подбйжных клиньях плунжерными парами, полости которых соединены с компенсаторным пневмоцилиндром, от0личающееся тем, что, с целью повышения стабильности прижима сварочных губок, оно снабжено дополнительным пневмоприводом, регулятором давления, аккумулирующей емкостью и плунжерным
5 насосом, при этом шток дополнительного пневмопривода снабжен указателем и соединен со штоком компенсаторного пневмопнлиндра, дополнительный пневмопривод связан с регулятором давления и аккуму0лирующей емкостью, полость компенсаторного пневмоцилиндра соединена с плунжерным насосом, а в крайних точках рабочей зоны указателя уст ановпевы сиг нализаторы.
5
Источники информации, принятые во внимание при экспертизе
1. Березин С. В. Автоматы для розлива молока в бумажные пакеты , М., Пищевая промышленность , 1974, с. 33.
:-......
:
sf
-
rf w 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам | 1980 |
|
SU863466A2 |
| Стабилизатор усилия прижима сварочных губок к упаковочному автомату | 1981 |
|
SU984934A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| АВТОМАТИЧЕСКОЕ НАГНЕТАТЕЛЬНОЕ УСТРОЙСТВО ВЫСОКОВЯЗКИХ МАТЕРИАЛОВ | 2012 |
|
RU2499947C1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Автоматическая линия для дозирования и упаковки сыпучих или штучных материалов | 1989 |
|
SU1705191A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| Устройство для группового упаковывания предметов в пленку | 1990 |
|
SU1736848A1 |
y
(
17
i-J
