(54) УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ УСИЛИЯ ПРИЖИМА СВАРОЧНЫХ ГУБОК К УПАКОВОЧНЫМ АВТОМАТАМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам | 1978 |
|
SU703428A1 |
| Стабилизатор усилия прижима сварочных губок к упаковочному автомату | 1981 |
|
SU984934A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| Автомат для контактной стыковой сварки трубчатой оболочки твэлов с заглушкой | 1987 |
|
SU1490829A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ СВАРКИ ПАКЕТОВ ИЗ ТЕРМОПЛАСТОВ | 1969 |
|
SU247497A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1338938A1 |


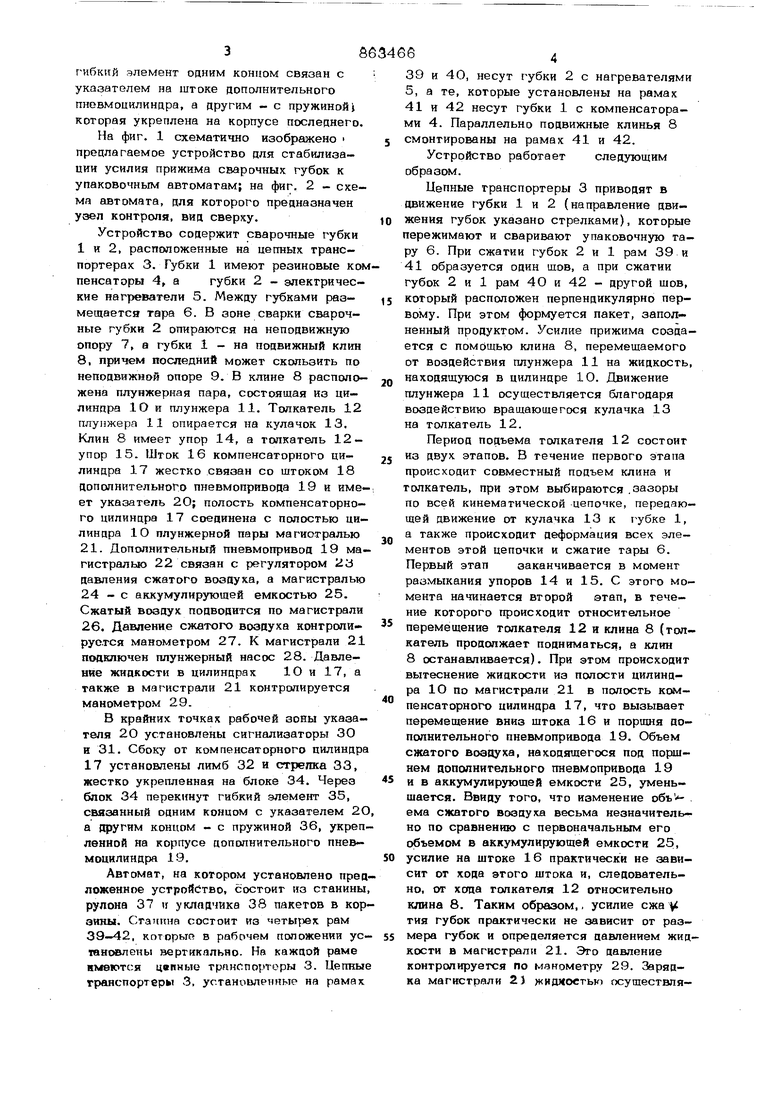
Изобретение относится к фасовочно- упаковочному оборудованию, может быть использовано в автоматах, осуществляющих фасовку жицких пищевых, продуктов в мягкую тару. По основному авт. св. № 703428 известно устройство для стабилизации усилия прижима сварочных губок к упаковоч ным автоматам, содержащее сварочные губки с расположенными в их подвижных клиньях плунжерными парами, полости которых соединены с компенсаторным цилин ром, регулятор давления, аккумулирующую емкость, связанный с последними дополнительный пневмопривод, шток которого соединен со штоком компенсаторного ци- линпра и имеет указатель с установленными в крайних точках его рабочей зоны сигнализаторами, и плунжерный насос, сое диненный с полостью компенсаторного цилиндра l. Недостатком известного устройства является отсутствие контроля за налац- кой автомата, в результата чего усилия сжатия губок при их работе могут различаться, а это приведет к снижению качества сварочного поперечного шва пакета. Цель изобретения - повышение надежности работы путем обеспечения контроля за качеством наладки устройства. Поставленная цель достигается тем, что устройство ОЛЯ стабилизации усилия прижима сварочных губок к упаковочным автоматам, содержащее сварочные губки с расположенными в их подвижных клиньях плунжерными парами, полости которых соединены с компенсаторным цилиндром, регулятор давления, аккумулирующую емкость, связаннный с последними дополнительный пневмопривод, шток которого соединен со штоком компенсаторного цилиндра и имеет указатель с установленными в крайних точках его рабочей зоны сигнализаторами, и плунжерный насос, соединенный с полостью компенсаторного цилиндра, снабжено самотормозящимся лимбом, блоком со стрелкой, гибким элемен том и пружиной, причем огибающий блок 3se34 гибкий элемент одним концом связан с указателем на штоке дополнительного пневмоцилиндра, а другим - с пружинойi которая укреплена на корпусе последнего. На фиг. 1 схематично изображено предлагаемое устройство для стабилизации усилия прижима сварочных губок к упаковочньм автоматам; на фиг. 2 .- схема автомата, для которого предназначен узел контроля, вид сверху. Устройство содержит сварочные губки 1 и 2, расположенные на цепных транспортерах 3. Губки 1 имеют резиновые компенсаторы 4, а губки 2 - электрические нагреватели 5. Между губками размещается тара 6. В зоне сварки сварочные губки 2 опираются на неподвижную опору 7, а губки 1 - на подвижный клин 8| причем последний может скользить по неподвижной опоре 9. В клине 8 расположена плунжерная пара, состоящая из цилиндра Ю и плунжера 11. Толкатель 12 плунжера 11 опирается на кулачок 13. Клин 8 имеет упор 14, а толкатель 12 - упор 15. Шток 16 компенсаторного цилиндра 17 жестко связан со штоком 18 дополнительного пневмопривода 19 и имеет указатель 2О; полость компенсаторного цилиндра 17 соединена с полостью цилиндра 1О плунжерной пары магистралью 21. Дополнительный пневмопривод 19 магистралью 22 связан с регулятором 23 давления сжатого воздуха, а магистралью 24 - с аккумулирующей емкостью 25. Сжатый воздух подводится по магистрали 26. Давление сжатого воздуха конгроли рус.тся манометром 27. К магистрали 21 подключен плунжерный насос 28. Давление ясипкости в цилиндрах Ю и 17, а также в магистрали 21 контролируется манометром 29. В крайних: точках рабочей зоны указателя 2О установлены сигнализаторы 30 и 31. Сбоку от компенсаторного цилиндра 17 установлены лимб 32 и стрелка 33, жестко укрепленная на блоке 34. Через блок 34 перекинут гибкий элемент 35, связанный одним концом с указателем 2О а другим концом - с пружиной 36, укреп ленной на корпусе дополнительного пнев- моцилиндра 19. Автомат, на котором установлено пред ложенное устройство, состоит из станины рулона 37 ч укладчика 38 пакетов в кор зины. Стачнна состоит из четырех рам 39-42, которые в рабочем положении ус- 55 тановлены вертикально. На каждой раме нмеются цепные трпнспорторы 3. Цепные транспортеры 3, установлрнныр на рамах 5 10 15 e 39 и 40, несут губки 2 с нагревателями 5, а те, которые установлены на рамах 41 и 42 несут губки 1 с компенсаторами 4. Параллельно подвижные клинья 8 смонтированы на рамах 41 и 42. Устройство работает следующим образом. Цепные транспортеры 3 приводят в движение губки 1 и 2 (направление движения губок указано стрелками), которые пережимают и сваривают упаковочную тару 6. При сжатии губок 2 и 1 рам 39 и 41 образуется один шов, а при сжатии губок 2 и 1 рам 40 и 42 - другой шов, который расположен перпендикулярно первому. При этом формуется пакет, заполненный продуктом. Усилие прижима создается с помощью клина 8, перемещаемого от воздействия плунжера 11 на жидкость. находящуюся в цилиндре 10. Движение плунжера 11 осуществляется благодаря воздействию вращающегося кулачка 13 на толкатель 12. Период подъема толкателя 12 состоит из двух этапов. В течение первого этапа происходит совместный подъем клина и толкатель, при этом выбираются .зазоры по всей кинематической цепочке, передающей движение от кулачка 13 к губке 1, а также происходит деформация всех элементов этой цепочки и сжатие тары 6. Первый этап заканчивается в момент размыкания упоров 14 и 15. С этого момента начинается второй этап, в течение которого происходит относительное перемещение толкателя 12 и клина 8 (толкатель продолжает подниматься, а клин 8 останавливается). При этом происходит вытеснение жидкости из полости цилиндра Ю по магистрали 21 в полость компенсаторного цилиндра 17, что вызывает перемещение вниз штока 16 и порщня дополнительного пневмопривода 19. Объем сжатого воаоуха, находящегося под поршнем дополнительного пневмопривода 19 и в аккумулирующей емкости 25, уменьшается. Ввиду того, что изменение объ- . ема сжатого воздуха весьма незначительно по сравнению с первоначальным его объемом в аккумулирующей емкости 25, усилие на штоке 16 практически не зависит от хода этого штока и, следовательно, от хопа толкателя 12 относительно клина 8. Таким обрезом,. усилие ежа V тия губок практически не зависит от размера губок и определяется давлением жидкости в магистрали 21. Это давление контролируется по мчнометру 29. Зарядка магистрали 2) жидяосгью осуществляегся плунжерным насосом 28, а зарядка цопопнигепьного пневмопривода 19 сжатым воздухом осуществляется по магистрали 26 через регулятор давления 23, Из-за того, что площадь поршня дополнительного пневмопривода 19 значительно больше площади поршня компенсаторного цилиндра 17, давление в магистрали 21 во столько же раз больше давления в магистрали 22. Исходя из этого ведется настройка регулятора давления 23 и контролируется оно по манометру 27, Положение указателя 20 зависит от количества жидкости в магистрали 21, Контакт указателя 2О с сигнализатором ЗО вызывает сигнал о необходимости подзарядки устройства жидкостью, а контакт указателя 20 с сигнализатором 31 свидетельствует о максимальной зарядке устройства. Таким образом, указатель 20 и сигнализаторы ЗО и 31 предназначены только для контроля за крайними положениями штока 16, зависящими от начального количества жидкости, закачанной насосом 28.
Изобретение позволяет расширить область применения указателя и использовать его для контроля за качеством наладки вханизма сжатия сварочных губок, Наладка механизма .сжатия с помощью указанного узла контроля осуществляется следующим образом.
Ввиду того, что в автомате имеется частичное совмещение циклограммы рабо ты клиньев рам 41 и 42, наладку автомата с п(ощью предлагаемого узла производят при последовательном откидывании рам 40 и 41, так, как описано ниже. При наладке автомата откидывают раму 4О и устанавливают губки рам 39 и 41 в такое положение, при котором толкатель 12 находится в крайнем нижнем положении. При этом под действием давления сжатого воздуха в дополнительном пневмоприводе 19 шток 16 и указатель 20 аа«. нимают крайнее верхнее положение. После этого лимб 32 вручную поворачивают таким образом, чтобы его ноль совпал со стрелкой 33, положение которой определяется положением указателя 2О. Поскольку лимб 32 выполнен самото ми1оая{а1{мся го исключен его поворот от вибрации автомата или от случайных толчков. Далее с помощью регулировочных шайб (не показаны) сближают рамы 39 и 41 настолько, чтоб при сжатии сварочных губок 1 и 2, имеющих минимальный размер стрелка 33 перемещается на заданную величину (величина задается из условия, чтобы по мере износа для пары губок, имеющих минимальный размер L ,/j время их сжатия было достаточно для получения шва требуемого качества), Для пары губок, имеющих максимальный размер 1.,стрелка 33 перемещается на величину (величина a + t определяется разностью размеров U УУ,Д и 1,и)-3атем закидывают раму 40 и откидывают раму 41, Губки рам 4О и 42 устанавливают в такое положение, -при котором толкатель 12 находится в крайнем нижнем положении. При этом стрелка 33 совпадает с нулем шкалы лимба 32, Далее с помощью регулировочных шайб сближают рамы 40 и 42 настолько, что при сжатии сварочных губок 1 и 2, имеющих минимальный размер L ,, указатель перемещается на ту же величину д, что и в первом случае.
После наладки автомата, осуществленной с помощью предлагаемого узла контроля, швы, образуемые губками рам 3941 и 4О-42, сжимаются практически одинаковым усилием,
Такая накладка позволяет получать все швы одинаковыми по своей прочности и герметичности и предохраняет детали автомата от перегрузок.
Изобретение позволяет контролировать качество наладки автомата, что, в свою очередь, дает возможность повысить его надежность, качество сварного шва пакетов и предохранить детали автомата от перегрузок.
Формула изобретения
Устройство ОЛЯ стабилизации усилия прижима сварочных губок к упаксйзочным автсллатам по авт, св. М 7О3428, отличающееся тем, что, с целью повышения надежности работы путем обеспечения контроля за качеством наладки , устройства, оно снабжено самотормозящимся лимб(«, блоком со стрелкой, гибким элементом и пружиной, причем огиба-ющий блок элемент одним ковцом связан с указателем на штоке дополнительного пнет опш1инцра, а другим - с пружиной, которая укреплена на корпусе последнего.
Источники информации, пронятые во внимание при экспертизе 1. Авторское свидетельство СССР , М« 703428, кл. В 65 В 51/10, 1978,
