(54) СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ
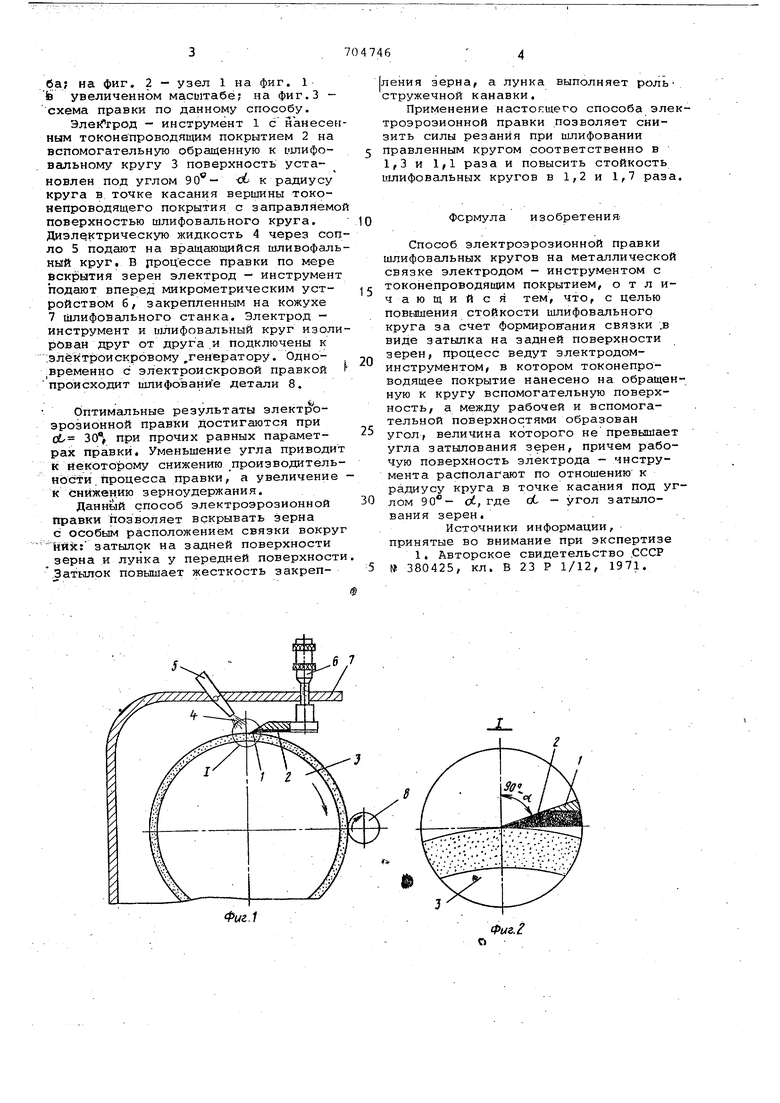
ба; на фиг. 2 - узел 1 на фиг. 1 fe увеличенном масштабе; на фиг.З схема правки по данному способу.
- инструмент 1 с нанесенным токонепроводящим покрытием 2 на вспомогательную обращенную к счлифоВсшьному кругу 3 поверхность установлен под углом -об к радиусу круга в точке касания вершины токонепроводящего покрытия с заправляемой поверхностью шлифовального круга. Диэлектрическую жидкость 4 через сопло 5 подают на вращающийся шливофальный круг, В процессе правки по мере зерен электрод - инструмент подают вперед микрометрическим устройством б/ закрепленным на кожухе 7 Шлифовального станка. Электрод - инструмент и шлифовальный круг изолирован друг от друга.и подключены к :элёkтpoиcкpoвoмy ,генератору. Одно временно с электроискровой правкой происходит шлифование детали 8.
t
Оптимальные результаты электроэрозионной правки достигаются при (. 30, при прочих равных параметрах правки. Уменьшение угла приводит к некоторому снижению производительности . процесса правки, а увеличение к снижению зерноудержания.
Данный способ электроэрозионной правки позволяет вскрывать зерна с особым расположением связки вокруг Hftk: затылок на задней поверхности
зерна и лунка у передней поверхности .Затылок повышает жесткость закреп|ления зерна, а лунка выполняет роль стружечной канавки.
Применение настоящего способа электроэроэионной правки позволяет снизить силы резания при шлифовании правленным кругом соответственно в 1,3 и 1,1 раза и повысить стойкость шлифовальных кругов в 1,2 и 1,7 раза.
Формула изобретения
Способ электроэрозионной правки шлифовальных кругов на металлической связке электродом - инструментом с токонепроводящим покрытием, о т л ичающи и с я тем, что, с целью повышения стойкости шлифовального круга за счет формиров-ания связки .в виде затылка на задней поверхности зерен, процесс ведут электродоминструментом, в котором токонепроводящее покрытие нанесено на обращенную к кругу вспомогательную поверхность, а между рабочей и вспомогательной поверхностями образован угол, величина которого не превышает угла затылования зерен, причем рабочую поверхность электрода - инструмента располагают по отношению к радиусу круга в точке касания под углом d-, где (L - угол затылования зерен..
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство .СССР № 380425, кл. В 23 Р 1/12, 1971.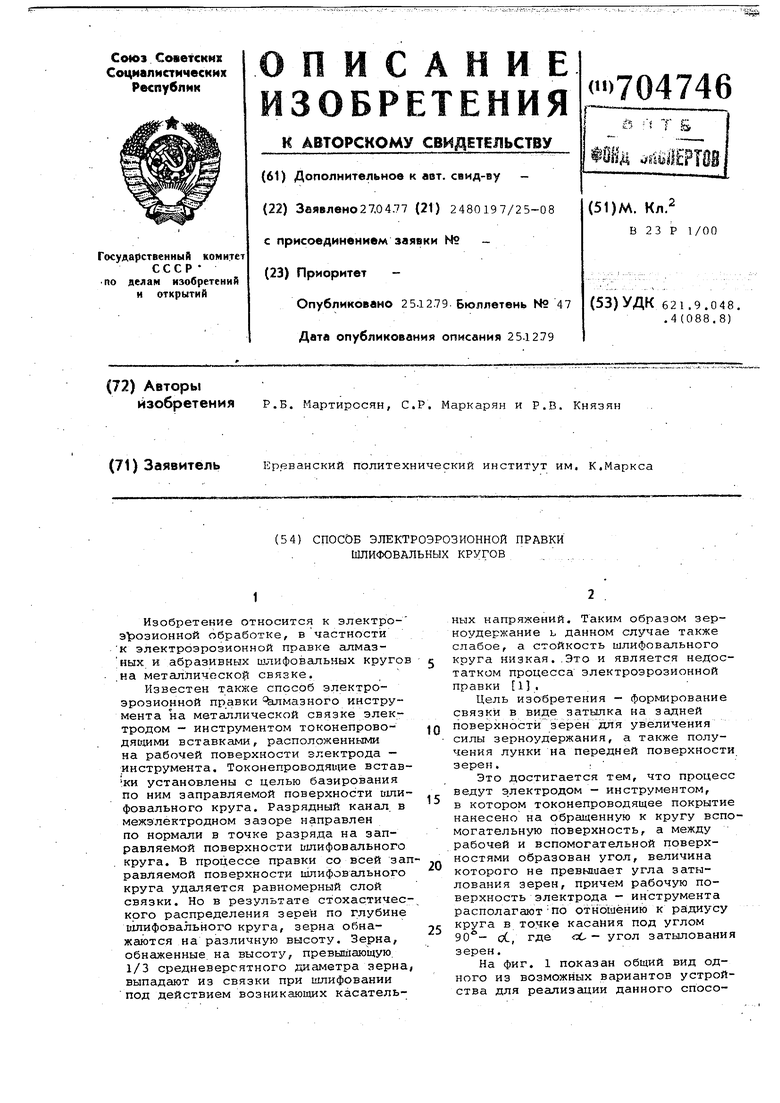
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ АБРАЗИВНЫХ ЗЕРЕН | 2001 |
|
RU2191681C1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Способ шлифования кругами на электропроводной связке | 1985 |
|
SU1733210A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |

Фиг.1 Фиг.1
