. . ь
Изобретение относится к производству пневматических шин и может быть использовано на заготовительно-сборочных участках шиннь Х г заводов.
Известен нитеукладчик к устройству для изготовления заготовок деталей покрышек пнев матических шин, выполненный в виде возвратно-поступательно перемещаемой головки, взаимодействующей с копнрным вращающимся баликом, задающим закон перемещения головки в соответствии с траекторией укладываемой обрезиненной нити Щ.
Недостатком зтого устройства является то, что оно осуществляет укладку обрезйненнрй нити сразу на невулканизоваяную резиновую прослойку, вследствие чего не обеспечивается точная укладка нити отклонения формы наружной поверхности прослойки от требуемой цилиндрической формы брекера в процессе навирки и преждевременного приклеивания нити к резиновой прослойке до укладки на нее нити по заданной траектории.
Этот недостаток устранен в другом известном нитеукладчике, который содержит цилиидрическнй валок с равйбме|р1ю расположенными по его окружности подпружиненными радиальными щтырямн, yCTjMOBrteHHbiMH в направляющих пазах рабочей повёрхйбсти валка, и возвратнопоступательно перемещаемую головку 2.
Указанный нитеукладчик не может обеспечить высокую производительность укладки нити, т.к. возникающие при резком изменении направления перемещения головки инерционные силы не позволяют увеличить скорость ее перемещения, а следовательно, и скорость укладки нити., , /
Целью настоящего изобретения яьляется повыщение производитепьности процесса укладки нити.
S
Поставленная цель достигается тем, что направляющие Пазы выполнены по длине рабочей поверхности валка вдоль его образующей, а радиальные щтырн выполнены подвижными вдоль валка и снабженьт расположенными внутри его приводами возвратно-поступательного перемещения.
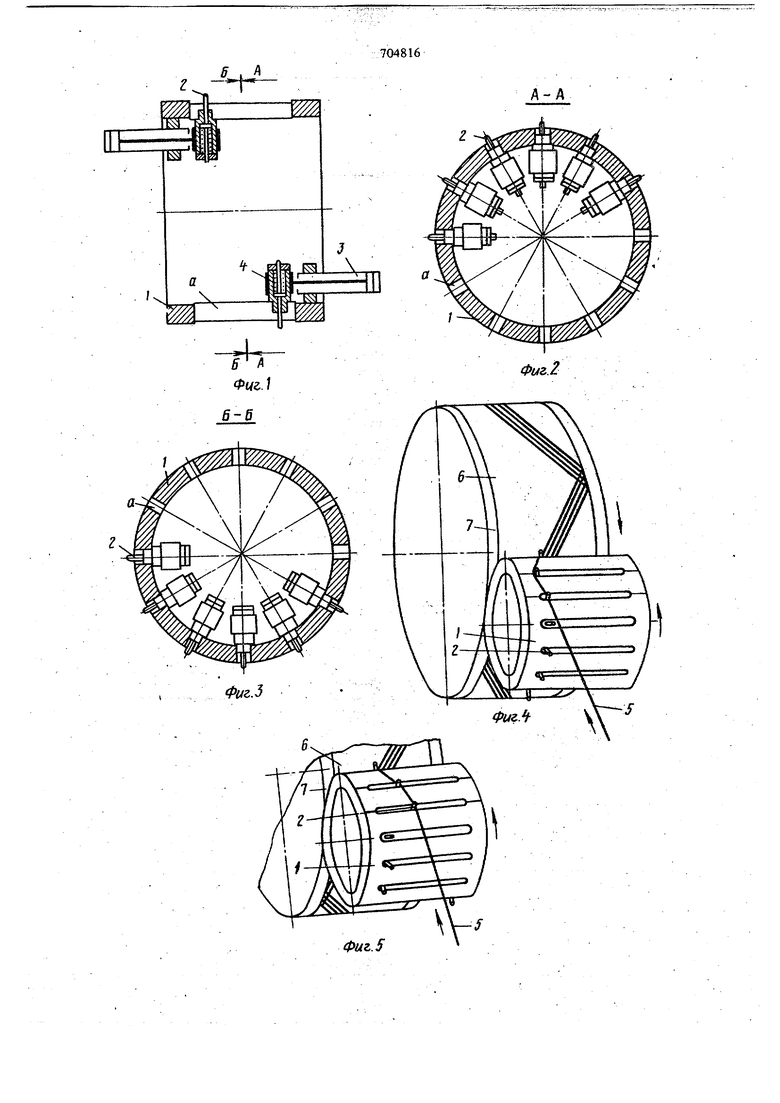
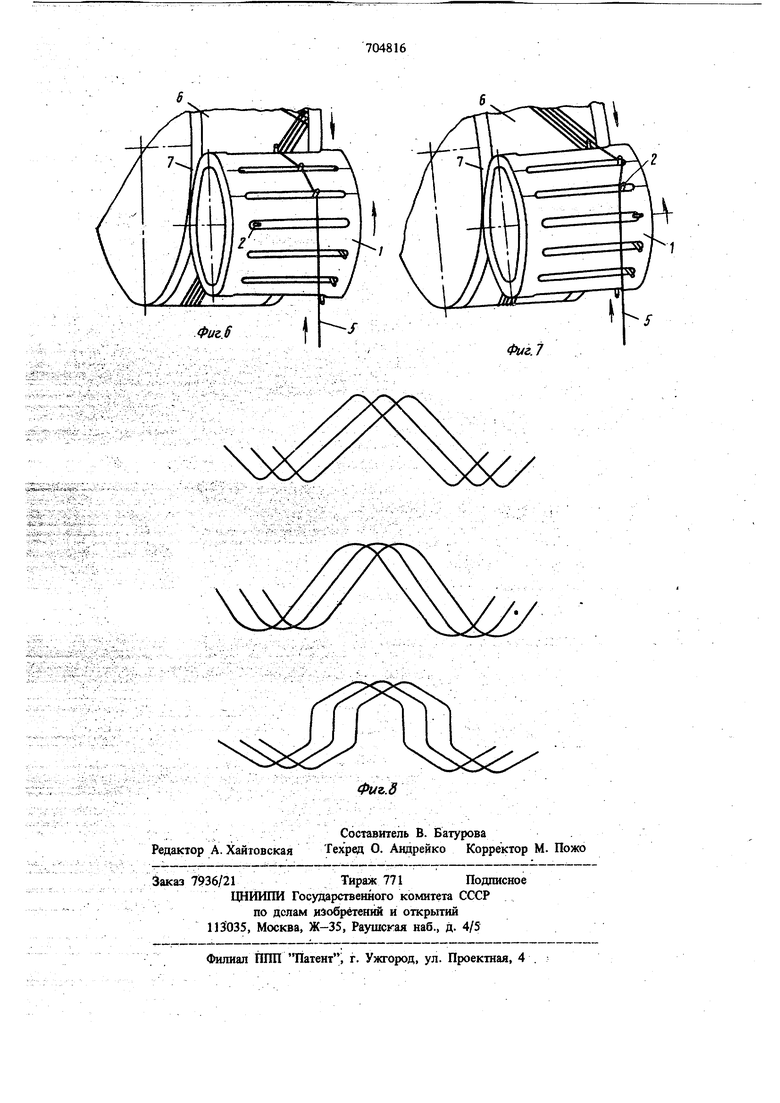
Такое выполнение нитеукладчика позволяет осуществлять укладку нити не возвратноШстуттельнь1Кл пе{)Шец1ёнием Головкина отдельными прямолинейными йёремещениями штырей, и следовательно, исключить головку из конструкции нитеукладчика. На фиг. 1 изображен 01шсь ваемый нитеукладчик, иа фиг. 2 - разрез А-А ца фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1, на фиг. 4-7 - положение штырей в процессе работы нитеукладчика, на фиг. 8 - возможные траекторий укладки нити. , Нитеукладчик содержит цилиндрический валок 1, по дайне рабочей поверхности которого вдоль образующей выполнены направляющие пазы а, равномерно расположенные по окружности поперечного сечения валка. В направляющих пазах установлены радиальные щтыри 2 (по одному в каждом пазу), снабженные приводами 3, например, пневмоцилинд рами, размещенными внутри валка 1 и предна наченными для перемещения щтырей вдоль вал ка. Штыри в радиальном направлении.подпружиненны пружинами 4. Из общего количества гйтырей 2, половина их находится на левом краю валка (щтыри левого ряда) и занимает половину Окружности; другая половина количества щтырей находится на правом краю валка 1 (щтыри правого ряда) и, соответственно, за1шмает вторую половину окружности. Предлагаемый укладчик работает следующим образом. При изготовлении брекера щириной В с зиг загообразным расположением в нем обрезкненной нити, последнюю при укладке необходимо перемещать возвратно-поступательно вдоль образующей вращающегося валка на величину В: сначала слева направо, .а затем сгфава налево. ..--- . При вращении валка каждый 1ятыр| 2 начинает поступательное движение вдоль образующей валка 1, с одной точкой углового положения: относительно вертикальной плоскос ти, захватывает обрезиненную нить 5, 1 6торая касатёльна поверхности валка, и заканчивает движение с нитью при повороте валка на определенный угол. Перемещение щтыря внаправляющем пазу (перемещение в осевом направлении) обеспечивается приводом 3. На фиг. 4 показано начальное положение штырей 2 и захваченной одним из них нити 5, а на фиг. 5, 6 и 7 - положения штырей и нити при повороте валка соответственно на 60°, 120 и 180° относительно начального положения, причем перемещение нити слева направо происходит щтырями левого ряда. Стрелками 64 обозначено направление вращения валка I, барабана 7 и движение нити 5. Аналогично производится перемещение нити справа налево, но уже при движении щтырей правого ряда. Каждый щтырь перемещает нить на величину В/п, где В - ширина брекера; п -, число щтырей одного ряда. Таким образом, один цикл возвратно-поступательного перемещения нити вдоль образующей валка осуществляется поочередно щтырямн 2 за один оборот валка. Уложенная на валке нить входит в контакт с резиновой подложкой 6, лежащей на вращающемся барабане 7 (или лежащей на движущемся транспортере) и перекатывается на нее. Затем щтыри возвращаются в исходное положение. В описанном устройстве каждый щтырь пемещает нить на одну и ту же величину, при этом ход самих щтырей (а, значит, и ход пopшIiя пневмоцилиндра) различен. Для обеспечения одинаковой величины хода щтырей необходимо последние располагать- в исходном положении не по краям валка, а по линии, идентичной траектории укладки нити в брекерах.. Нитеукладчик обеспечивает укладку нити по различным траекториям (см. фиг. 8) с высокой производительностью. Формула изобретения Нитеукладчик к устройству для изготовления заготовок деталей покрышек пневматических Щин, содержащий цилиндрический валок с равномерно расположенными по его окружности подпружиненными радиальными щтырями, установленными в направляющих пазах рабочей поверхности валка, о т л ич а ю щ и и с я тем, что, с целью повышения производительности процесса укладки нити, найравляюцШе пазы выполнены по длине рабочей поверхности валка вдоль его образующей, а радиальные штыри выполнены подвижными вдоль валка и снабжены расположенными внутри его приводами возвратно-поступательного перемещения. Источники информации, принятые во внимание при экспертизе 1.Патент США N 37-21599, кл. 156-394, опублик. 1973. 2.Авторское свидетельство СССР N 558477, кл. В 29 Н 17/28, 1974 (прототип).
A-A
B ft ФщА
Фиг,. 5
Фи&.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок покрышек пневматических шин | 1980 |
|
SU937222A1 |
| Нитеукладчик | 1985 |
|
SU1289783A1 |
| Устройство для изготовления заго-TOBOK пОКРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU802081A1 |
| Устройство для наложения армирующей нити каркаса покрышек | 1982 |
|
SU1066831A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАУЧУКОВОЙ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ И СТАНОК ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 1993 |
|
RU2139192C1 |
| Способ заготовки деталей покрышек пневматических шин | 1990 |
|
SU1761546A1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2004 |
|
RU2242372C1 |
| Барабан для сборки резино-кордных оболочек | 1980 |
|
SU861098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
RU2017626C1 |
| Брекер покрышки пневматической шины | 2019 |
|
RU2720599C1 |