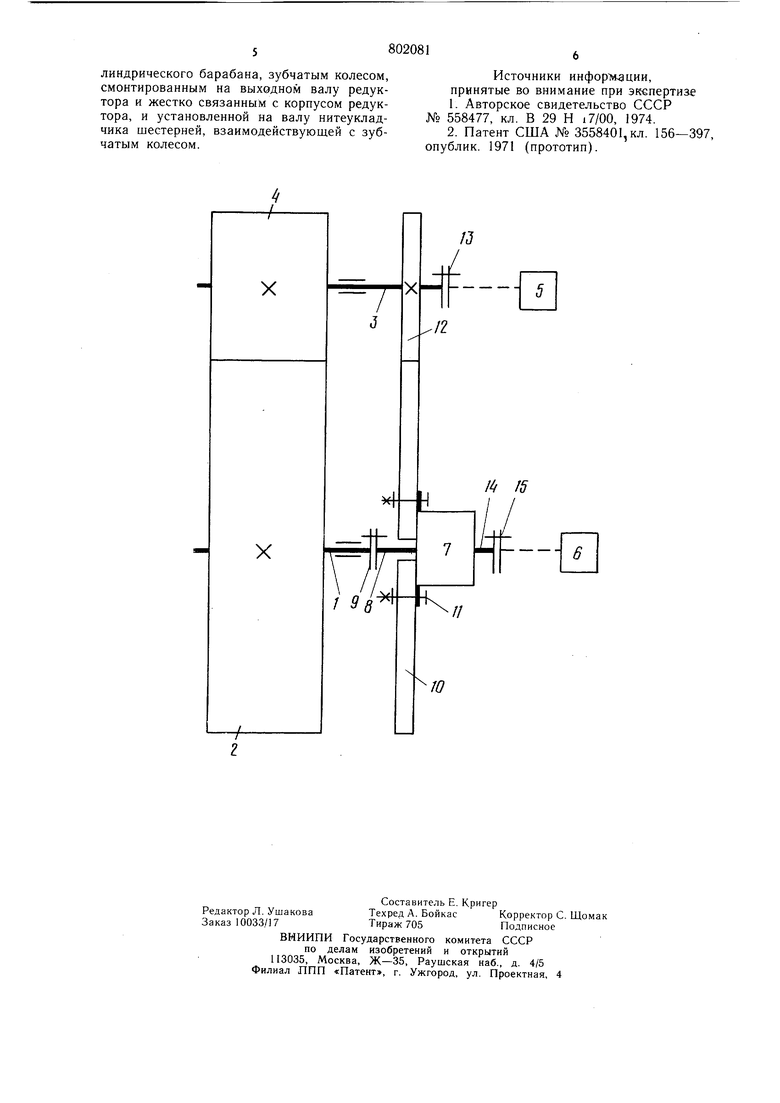
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН посредством э бчато-ременных передач. При взаимодействии барабана и нитеукладчика передачи с постоянным передаточным отношением обеспечивают для первого слоя резинокордного изделия постоянную разность линейных скоростей поверхностей барабана и нитеукладчика, т.е. обеспечивают нерегулируемый (постоянный) шаг в первом слое изделия. При навивке второго и каждого последующего слоя изделия в связи с увеличением его диаметра увеличивается разность скоростей соприкасающихся поверхностей и, следовательно, произвольно (нерегулируемо) увеличивается шаг между нитями. Недостатком этого устройства является то, что для получения требуемого шага между нитями при навивке очередного слоя изделия необходи.мс менять значение передаточного отношения ременных передач, т. е. необходимо останавливать станок и переналаживать передачу, например, путем замены шкивов, что снижает производительность труда. Цель изобретения - обеспечение бесступенчатого регулирования шага между нитями при изготовлении заготовок покрышек навивкой. Поставленная цель достигается тем, что, устройство для изготовления заготовок покрышек пневматических шин, содержаш,ее смонтированные на валах цилиндрический барабан и нитеукладчик и привод для приведения во вращение барабана и нитеукладчика, снабжено дополнительным приводо.м с редукторо.м, выходной вал которого соединен с валом цилиндрического барабана, зубчатым колесом, смонтированным на выходном валу нитеукладчика шестерней, взаимодействующей с зубчатым колесом. На чертеже схематически изображено предлагаемое устройство. Устройство содержит смонтированный на валу 1 цилиндрический барабан 2, установленный на валу 3 нитеукладчика 4 и при вод 5 для приведения во вращение барабана 2 it нитеукладчика. Устройство снабжено дополнительным приводом 6 с редукторо.м 7, выходной вал 8 которого соединен с валом i посредством муфты 9, зубчатым колесом 10, смонтированным на выходном валу 8 и жестко связанным с корпусом редуктора 7 посредством болтов 11 и установленной на валу 3 шестерней 12, взаимодействующей с зубчатым колесом 10. Вал 3 связан с приводом 5 посредством муфты 13. Входной вал 14 редуктора 7 соединен с приводом 6 посредством муфты 15. Устройство работает следующим образом. Привод 5 вращает вал 3 с закрепленной на нем шестерней 12, которая, в свою очередь, вращает зубчатое колесо 10. Зубчатое колесо 10, корпус редуктора 7, вал 8 и вал 1 представляют собой одно жесткое тело и, следовательно, вращение двух валов 1 и 3 происходит с постоянным передаточным отношением, равным отношению чисел зубьев шестерни 12 и колеса 10. Врашение дополнительным приводом 6 вала 14 редуктора 7 обеспечивает дополнительное вращение вала 8 и следовательно, дополнительное врашение соединенного с ним вала 1 барабана 2. Так как нитеукладчик 4 приводом 5 вращается с постоянной скоростью, а скорость вращения барабана 2 можно независимо менять узлом регулировки, состоящим из дополнительного привода б и редуктора 7, создается разность линейных скоростей поверхностей навивки и укладки и обеспечивается бесступенчатая переналадка (изменение) шага между нитями без остановки устройства. Общее передаточное отношение узла ре гулировки составляет где Т - шаг навивки (расстояние между одноименными сторонами витков одной и той же винтовой линии навивки, измеренное вдоль оси навивки); t - шаг между нитями (расстояние между нитями двух рядом лежащих витков навиваемого изделия); если, например, шаг навивки Т 1600 мм, а шаг между нитями t 2,5 мм, то i 00 640. При таком передаточном отношении использование, например, двухступенчатого редуктора с самотормозяшими парами позволяет, во-первых, обеспечить компактность f TLl:,,, применение дополнительного затормаживающего устройства, так как выходной вал редуктора, являясь валом, на который насажено червячное колесо (и который невозможно повернуть), представляет одно жесткое с зубчатым колесом, корпусом редуктора и валом барабана. Предлагаемое устройство позволяет автоматизировать процесс изготовления резинокордных . изделий, напри.мер брекеров, навивкой и повысить производительность труда по предварительным расчетам на 9-П-/о. Формула изобретения Устройство для изготовления заготовок покрышек пневматических шин, содержащее смонтированные на валах цилиндрический барабан и нитеукладчик и привод для приведения во вращение барабана и нитеукладчика, отличающееся тем, что, с целью обеспечения бесступенчатого регулирования шага между нитями при изготовлении заготовок покрышек навивкой, оно снабжено дополнительным приводом с редуктором, выходной вал которого соединен с валом цилиндрического барабана, зубчатым колесом, смонтированным на выходном валу редуктора и жестко связанным с корпусом редуктора, и установленной на валу нитеукладчика шестерней, взаимодействующей с зубчатым колесом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 558477. кл. В 29 Н i7/00, 1974.
2.Патент США № 3558401, кл. 156-397, опублик. 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок покрышек пневматических шин | 1980 |
|
SU937222A1 |
| Устройство для намотки деталей покрышек | 1989 |
|
SU1733253A1 |
| Устройство для изготовления трубчатой резинокордной заготовки | 1982 |
|
SU1106686A1 |
| Вариатор | 2021 |
|
RU2756392C1 |
| Нитеукладчик к устройству для изготовления заготовок деталей покрышек пнвматических шин | 1977 |
|
SU704816A1 |
| Устройство для сборки резинотросовых лент | 1986 |
|
SU1431956A1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| УНИВЕРСАЛЬНО-ГИБОЧНЫЙ АВТОМАТ | 1991 |
|
RU2030945C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
X
X
X
/ 98
/4 /5
