В предлагаемом станке для правки гвоздей применены два двигающихся перпендикулярно друг к другу пуансона, осуществляющих в одной матрипе выпрямление гвоздя в двух плоскостях. Гвозди могут подводиться к пуансонам посредством вращающегося стола с матрицами. Под матрицей можно поставить заслонку, которая открывается для выпадения выпрямленного гвоздя.
На фиг. I и 2 схематически представлен вид сверху станка в разрезе в двух вариантах его исполнения.
По первому вариапту исполнения (фиг. 1) в металлическом корпусе 7 станка имеются три отверстия, лежащие в горизонтальной плоскости, служащие для направления движения щирокого пуансона 5, узкого пуансона 8 и сердечника 11, оканчивающегося заслонкой 9.
Пуансоны 5 и 8 эластично соединены с сердечниками 1 пружинами 5 и . Сердечники / и // движутся внутри катушек 2 и 12, магнитонепроницаемые остовы которых прикреплены к корпусу 7. От вертикального отверстия 6 матрицы идет канал М, открывающийся во внутреннюю полость выдвижного яш.ика 13. Электромагниты рабочего и вспомогательного действия включаются в цепь электрического тока тройным выключателем 16.
Изогнутый гвоздь, подлежащий правке, опускают шляпкой вниз в отверстие 6 на заслонку 9. Затем включают выключатель }6 и ставят его в 1-е положение, при котором ток из сети /5 поступает в электромагнит 2 и приводит в движение сердечник 1 с широким пуансоном 5. Этот пуансон производит выпрямление гвоздя в одной плоскости. Ввиду того что диаметры гвоздей могут быть различными, а ход сердечника и пуансона строго определен, то для того чтобы иметь возможность осуществлять правку гвоздей разных толщин, применено эластичное соединение сердечника / с пуансоном 5. По окончании правки пуансоном 5 выключатель У5 ставят во 2-е положение, при котором происходит перемещение сердечника / с пуансоном 8, в результате чего гвоздь выпрямляется в другой
567
плоскости. Во время перемещения пуансона 5 пуансон 5 продолжает оставаться в «рабочем положении, фиксируя положение гвоздя.
При дальнейшем повороте выключателя 16 выключаются оба сердечника 1 и включается вспомогательный сердечник //, который, втягиваясь, выдвигает заслонку 9 вместе с гвоздем из отверстия 6 матрицы. Гвоздь попадает в канал 14 и падает в выдвижной ящик 13.
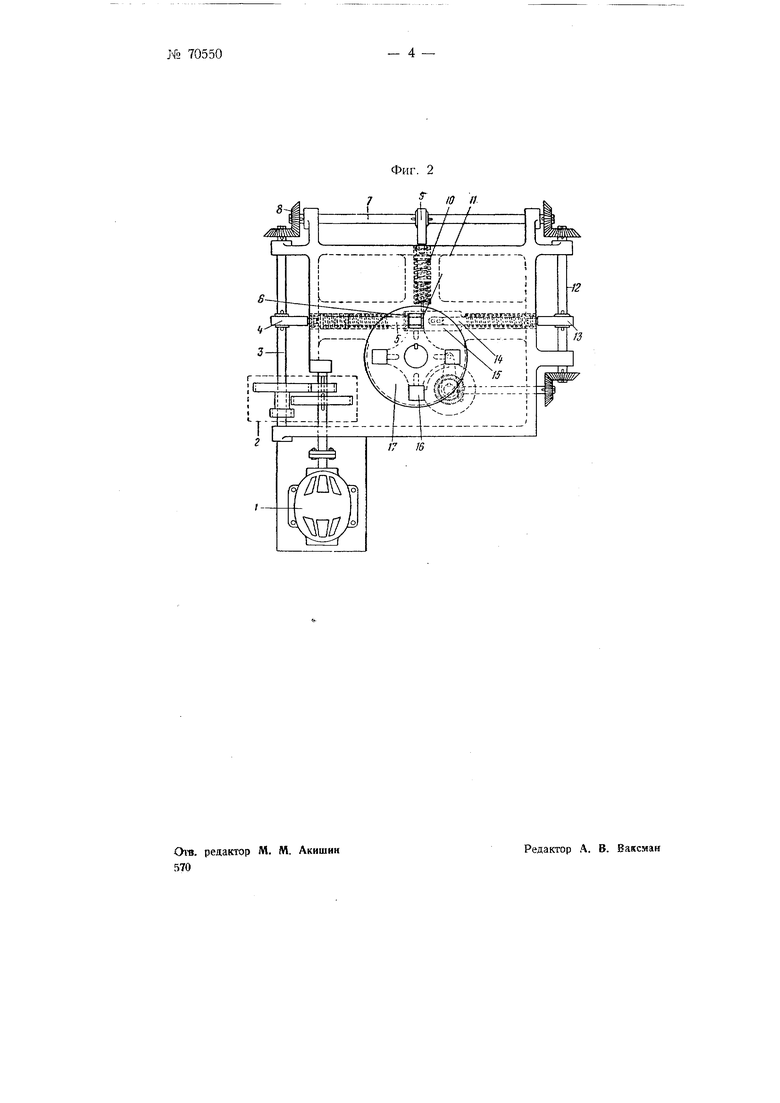
Второй вариант исполнения станка представлен на фиг. 2. На станину станка установлен электродвигатель / с кнопочным пусковым устройством. С помощью дисковой муфты мотор соединен с редуктором 2. На валу 3 редуктора сиди г кулачок 4, приводящий в движение шток 5, эластично соединенный с пуансоном 6. Вал 3 соединен с валом 7 конической передачей 8. На валу 7 сидит кулачок 9, приводящий в движение щток 10, эластично соединенный пружинами с пуансоном 11.
Вал 7 конической передачей соединен с валом 12, несущим кулачок 13, осуществляющий возвратнопоступательное движение щтока 14, скрепленного с заслонкой 15. Последняя закрывает снизу отверстие, в которое выходят пуансоны 6 и И. Это отверстие может периодически совмещаться с каждым из четырех
таких же отверстий 16, находящихся в поворотном столе 17 и представляющих собою отверстия матрицы.
Поворот стола 17 синхронизирован с движением пуансонов б и // и заслонки /5.
Выпрямление гвоздя в одной плоскости производится продольным пуансоном 6, а другой - поперечным пуансоном 11. После того лак гвоздь полностью выпрямлен, выдвигается заслонка 15, и гвоздь свободно выпадает на лоток, находящийся под корпусом механизма.
Предмет изобретения
1.Станок для правки гвоздей между плоскими поверхностями матрицы и пуансона, отличающ и и с я применением двух расположенных под углом в 90° пуансонов 5 и S для выпрямления гвоздя в двух плоскостях (фиг. 1).
2.Форма выполнения станка по п. 1, отличающаяся применением прерывно-вращаемого стола 17 с матрицами для подвода гвоздей к пуансонам 5 и // (фиг. 2).
3.Форма выполнения станка по п. 1, отличающаяся применением под матрицей заслонки 9 (или 15) для открывания отверстия в матрице, через которое выпадает выпрямленный гвоздь.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи гвоздей к ударнику пневматического молотка | 1944 |
|
SU77321A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Способ прессования заготовок металлокерамических изделий и устройство для его осуществления | 1961 |
|
SU147894A1 |
| Станок для обработки выводов электрических сопротивлений | 1958 |
|
SU122189A1 |
| Устройство для изготовления изпРОВОлОКи издЕлий ТипА булАВОК | 1979 |
|
SU797831A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ЗУБОВ | 1968 |
|
SU221210A1 |
| Станок для выпрямления гвоздей | 1956 |
|
SU109015A1 |
| Правильный пресс | 1974 |
|
SU504583A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |