1
Изобретение относи гея к металлургической промышленности и может 6ibirb использовано при прокатке рифленых листов
Известен прокатнь-и валок, поверхност бочки которого снабжена двухконусными впадинами ij .
Такой валок применяют только для прокатки листов с отдельно стоящими выступами, а прокатку ведут с многократным прохождением листа по рифленому валку, что не исключает возкюядарсгь .образования плен от закатывания быстро остывающих выступов, полученных в предыдущем проходе.
Известен прокатный валок, на поверхHOCTi бочки которого имеются многоза-. ходные винтовые ручьи левого и правото направления, образующие .при пересечении ромбические калибры, вытянутые в направлении, перпендикулярном оси валка, и имеющие острые углы в диаметральных плоскостях 2 .
При прокатке рифленых листов с применением валков указанного типа имеет
место утяжка выступающих элементов рифления в местах их пересечения, что является недостатком и в значительной степени ухудшает качество готовой про;дукции. Установлено, что величина утяжки выступающих элементов рифления в местах их пересечения составляет на листах толщиной 3,0-4,0 мм от 0,18 до 0,46 мм или 20-40% на листах толщиной 5,О-6,0 мм от 0,1О до 0,23 мм или 7,0-16% . Увеличение обжатий для получения треб уемой высоты элементов рифления ограничено прочностью валков и нагрузками на двигатель прокатного стана и оборудования. В связи с этим ограничен сортамент тонких рифленых листов, так как требования стандарта по высоте рифлений не выполняются, утяжка на тон. ких листах больше, чем на толстых.
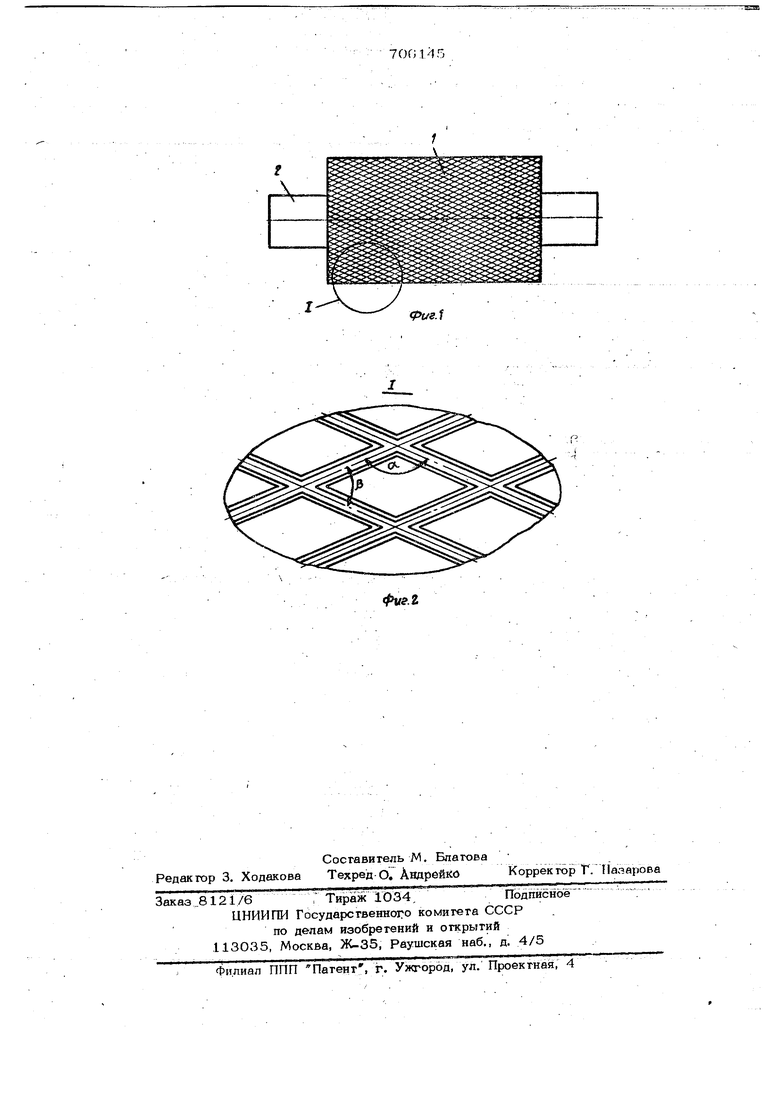
Целью изобретения является улучшение условий формообразования для предотвра;щения на листе утяжки выступающих элементов рифления в местах их пересечения. Т Суишосгь изобретениязпк/шзГао гея li том, что ромбические калибры рифленого вялка, образованные многрзаходными виигов1,1ми ручьями левого и правого Нйправ ления, вытянуты вдопь оси валка и имеют тупые углы в диаметральных плоскостях, Причем тупые углы в диаметральных плос костях в 2,9-3,0 раза больше углов ромбических калибров, лежащих по оси валка. На фиг. 1 изображен .прокатный валок с предложенным рифлением; на фиг, 2 узел 1 на фиг. 1, Валок состоит из бочки 1 и шеек 2, Бочка валка снабжена многозаходными винтовыми ручьями трапециевидной формы образующими ромбический калибр, вытянутый вдоль оси валка. В диаметральных плоскостях ромбического калибра валка расположен тупой угол оС по оси острый УГОЛР) . .1 В процессе; прокатки металл заполняет впадины рифленого валка, и на поверхности листа образуются выступы, конфигурация и расположение которых соотвегствует углублениям на валке. Формирование Bbicryna определяется количеством перемещаемого металла из обжимаемой зоны профиля в поперечном направлении. При прокатке рифленых листов на вели чину перемещаемого металла в попереч™. ном направлении влияет угол сС ро.мбического.валка, jrcганавливающий соотношение междаг величинами продольной и по перечной деформации. Чем меньше угол cL , тем больше про дольная деформация и меньшее коли чес т/во металла идет на формирование выступающих элементов рифления, в результате iiiefg--jBi eef ахпересечения выступов имеется утяжка. С увеличением угла oL уве Ш«1Ша1е 1 йёйер «й1Ш;ШзШ1®тяШ11;йе-формация и большее количество металла идет на форми р6ванйе выступающих элементов рифления., , А йв1питй«1ески это выражается следующим соотношением: ГДОСч - ПОТКрОЧИЛЯ СОСГППЛЯЮ 11ЛЯ до(|)ормиипи МО галла; 6. - Г1{юлольнпя сосгавляюшая ле((юрмации мегнллп; d угол ромбического калибра п диаметральной плоскости. Соотношение внутренних углов ромбического калибра oL и ft определяет размеры диагонали ромба. Угол оС должен в 2,9-3,0 раза больше угла (% , при этом ромбические .элементы рифления на листе соответствуют требованиям ГОСТа. , Использование предложенного валка для прокатки рифленых листов позволяет улучшить качество готовой продукции, на поверхности листа отсутствует утяжка выступающих элементов рифления в местах их пересечения, расширить сортамент тонких листов. Форм у-л а изобретения Прокатный валок, содержащий шейку и бочку, на которой выполнены многозаходные винтовые ручьи левого и правого направления, образующие при пересечении ромбические калибры, отличающийся тем, что, с целью улучшения условий формообразования для предотвращения на листе утяжки выступающих элементов рифления в местах их пересечения, ромбические калибрь вытянуты вдоль оси валка и образуют в диаметральных плоскостях тупые углы, которые в 2,9-3,0 раза больше углов ромбических калибров по оси валка. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 498983, кл. В 21 В 27/02, 1976. 2.Вельский В. Э. Производство горячекатаного стального листа. Металлургиздат, 1953, с. 274-275.
.1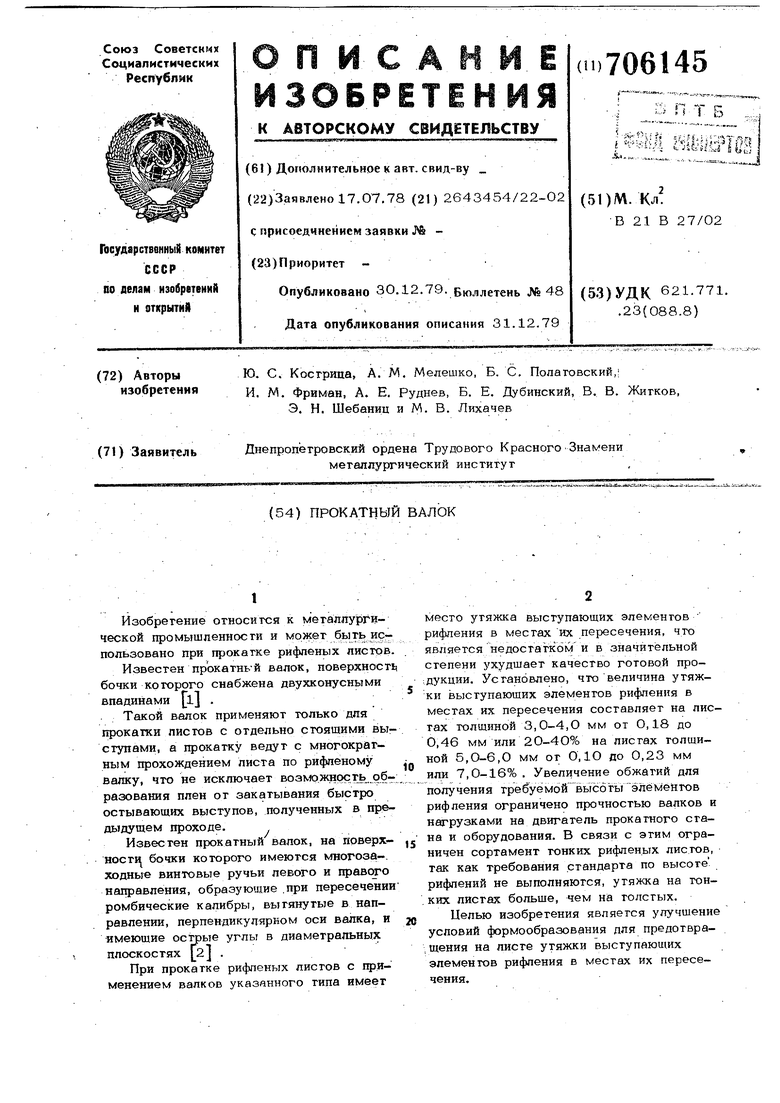
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок полосового прокатного стана | 1986 |
|
SU1398938A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС С ОДНОСТОРОННИМ ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ | 2012 |
|
RU2482930C1 |
| Прокатный валок | 1981 |
|
SU986526A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| Валок для прокатки арматурных периодических профилей | 1988 |
|
SU1588477A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Прокатный валок | 1983 |
|
SU1189524A2 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |