1
Изобретение касается обработки давлением, может быть использовано для обрезки технологического припуска у полых деталей прямоугольной и П-образной форм.
Известен штамп для обрезки кромок полых деталей, содержащий ползун и матрицу, в которой выполнено гнездо для обрезаемой детали. Внутри детали расположен прижим, верхняя п.тоскость которого установлена заподлицо с режущей кромкой матрицы. На прижиме установлен режущий инструмент, выполненный в виде тарельчатой или пластинчатой пружины, у которой контур в плане соответствует внутреннему контуру обрезаемой детали, а внешние кромки оснащены ножами 1.
При обрезке деталей прямоугольного сечения или П-образных используют пружину типа пластинчатой.
При ходе ползуна вниз прижим входит в полость детали и прижи.мает ее к матрице за счет воздействия пластинчатой пружины. При дальнейшем ходе ползуна вниз происходит тангенциальное увеличение размеров пружины, характеризующих положение ножей на внешних противоположных
кромках пластинчатой пружины относительно режущих кромок матрицы и срезание припуска.
Однако обрезка детали в штампе требует приложения на режущий инстру ент полного усилия резания, так как обрезка производится сразу на всю длину режущей кромки, что вызывает повышенные требования к его механической прочности.
Целью изобретения является увеличение надежности и расширение технологических возможностей штампа за счет уменьшения усилия обрезки при обработке деталей прямоугольного сечения или типа П-образных.
Это достигается тем, что пружина повернута относительно оси так, что каждая режущая кромка пружины и соответствующая ей кромка матрицы наклонены одна к другой в горизонтальной плоскости, а максимальное расстояние между режущими кромками прижимы и матрицы находится в пределах одной-двух толщин стенок обрабатываемой детали.
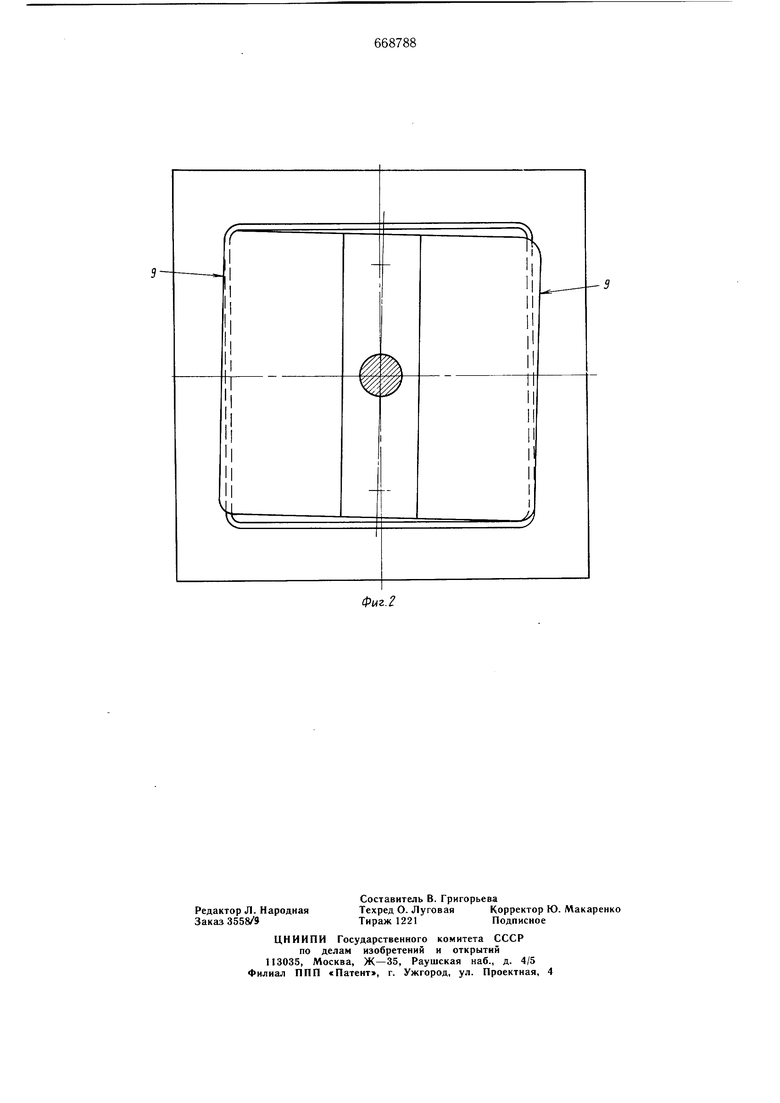
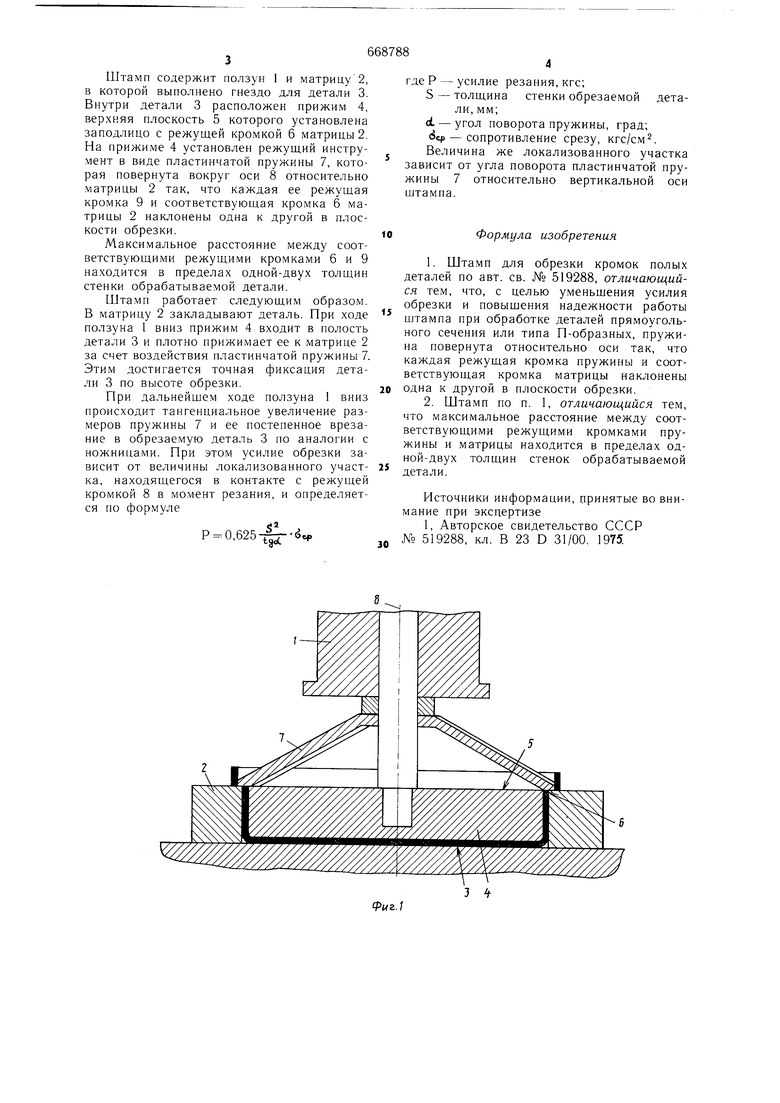
На фиг. 1 показан предлагаемый штамп, общий вид: на фиг. 2 - то же, план. Штамп содержит ползун 1 и матрицу 2, в которой выполнено гнездо для детали 3. Внутри детали 3 расположен прижим 4, верхняя плоскость 5 которого установлена заподлицо с режущей кромкой 6 матрицы 2. На прижиме 4 установлен режуцдий инструмент в виде пластинчатой пружины 7, которая повернута вокруг оси 8 относительно матрицы 2 так, что каждая ее режущая кромка 9 и соответствующая кромка 6 матрицы 2 наклонены одна к другой в плоскости обрезки. Максимальное расстояние между соответствующими режущими кромками 6 и 9 находится в пределах одной-двух толщин стенки обрабатываемой детали. Штамп работает следующим образом. В матрицу 2 закладывают деталь. При ходе ползуна 1 вниз прижим 4 входит в полость детали 3 и плотно прижимает ее к матрице 2 за счет воздействия пластинчатой пружины 7. Этим достигается точная фиксация детали 3 по высоте обрезки. При дальнейщем ходе ползуна 1 вниз происходит тангенциальное увеличение размеров пружины 7 и ее постепенное врезание в обрезаемую деталь 3 по аналогии с ножницами. При этом усилие обрезки зависит от величины локализованного участка, находящегося в контакте с режущей кромкой 8 в момент резания, и определяется по формуле Р 0,625 где Р - усилие резания, кгс; S - толщина стенки обрезаемой детали, мм; d - угол поворота пружины, град; ср - сопротивление срезу, кгс/см. Величина же локализованного участка зависит от угла поворота пластинчатой пружины 7 относительно вертикальной оси щтампа. Формула изобретения 1.Штамп для обрезки кромок полых деталей по авт. св. № 519288, отличающийся тем, что, с целью уменьщения усилия обрезки и повыщения надежности работы щтампа при обработке деталей прямоугольного сечения или типа П-образных, пружина повернута относительно оси так, что каждая режущая кромка пружины и соответствующая кромка матрицы наклонены одна к другой в плоскости обрезки. 2.Штамп по п. 1, отличающийся тем, что максимальное расстояние .между соответствующими режущими кромками пружины и матрицы находится в пределах одной-двух толщин стенок обрабатываемой детали. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 519288, кл. В 23 D 31/00. 1975
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668789A2 |
| Штамп для обрезки кромок полых деталей | 1975 |
|
SU519288A1 |
| Штамп для обрезки полых деталей | 1979 |
|
SU835669A1 |
| Штамп для обрезки полых тонкостенных деталей | 1981 |
|
SU977119A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ОБРЕЗКИ ЛИСТОВЫХ ДЕТАЛЕЙ ПО РАДИУСУ | 1973 |
|
SU397253A1 |
| Штамп для обрезки кромок полых деталей | 1983 |
|
SU1147479A2 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для обрезки кромок полых деталей | 1980 |
|
SU893330A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |