(54) МАССА ДЛЯ ИЗГОТОВЛЕНИЯ СМАЗОЧНЫХ ШАЙБ, ИСПОЛЬЗУЕМЫХ ПРИ ДЕФОРМИРОВАНИИ СТАЛИ
анеобходийосТБ йавать припуск для устранения глубокой пресс-утяжнны приводит .кнерациональному расходу металла.
Цель изобретения - повышение смазЪчных свойств.
Указанная цель достигается тем, что в состав смазочной шайбы на ё т в ердо го с ма зочно го в ещес т в а, например гипса, способного образовывать твердый изолирующий слой между металлом штампуемой заготовки и мат: рицей, введен полиэтиленоксид при следующем соотношении компонентов, вес.%:
Полиэтиленоксид4-5
Гипс .Остальное
Шайба изготавливается в следующей последовательности.
Гипс и полиэтиленоксид в порошкообразном состоянии перемешивают до однородности полученной порошкообразной смеси, добавляют воду и перемешивают с ней полученную смесь до тестообразного состояния. Полученной массой заполняют пресс-форму, предварительно смазанную машинным маслом.
Сжимают массу, находящуюся в пресс форме, под прессом. Полученную шайбу извлекают из пресс-формы, выдерживают до затвердевания гипса и просушива ют. При прессовании нагретой заготовки, установленной с зазором в приемник матрицы, смазочная шайба, уложен ная на заготовку, разругиается пуансбном, вытекая в зазор между приемни ком матрицы и заготовкой, В дальнейшем получившаяся порошкоабразная гипсовая среда уплотняется до такой степени, что довольно равномерно рас ггредёляет давление пуансона по торцовой и боковой поверхностям заготовки, создавая режим прессования по схеме, близкой к всестороннему сжати и образуя твердый изолирующий слой между металлом заготовки и матрицей. В то же время, полиэтиленоксид, равномерно распределенныйв гигсовой среде, вместе с последней попадает в зону деформации и,контактируя с нагретым металлом, испаряется, образуя дополнительный газообразный изблирующий слой в течение всего процесса прессования. Смазочная шайба испытана в производственных условиях предприятия при горячем гидродинамическом выдавливании без-прёсс-оСГатка заготовок метчиков Ml2 из стали Р18 на механическом прессе К2130 усилием 100 тс. В табл.., приведены три состава смазочных шайб для горячего прессования металла, применявшихся при Испытаниях . С каждой г.з срав гиваемых между собой смазочных шайб изготовле но по 25 заготовок метчиков.
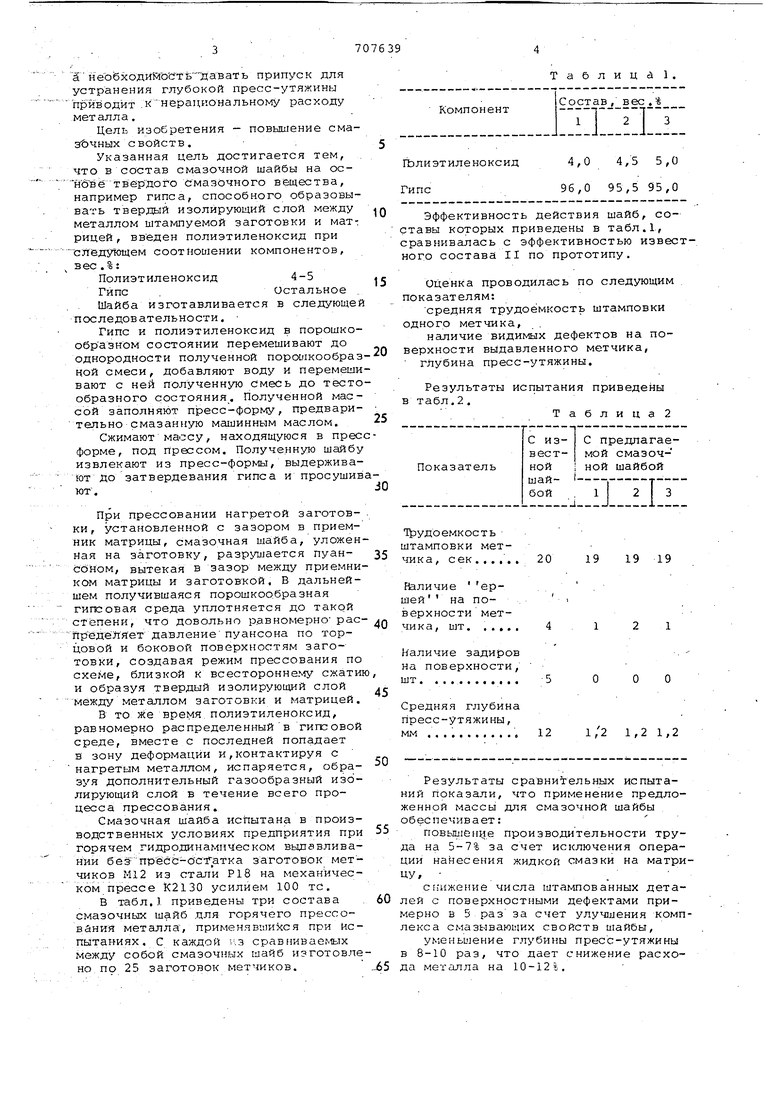
Т а б л и ц ci 1 .
Состав , вес . %
Компонент
4,0 4,5 5,0
Шли этиле ноксид 96,0 95,5 95,0 Гипс
Эффективность действия шайб, составы которых приведены в табл.1, сравнивалась с эффективностью извесного состава II по прототипу.
Оценка проводилась по следующим показателям:
средняя трудоёмкость штамповки одного метчика,
наличие видимых дефектов на поверхности выдавленного метчика, глубина пресс-утяжины.
Результаты испытания приведены в табл.2.
Таблица2 Трудоемкость штамповки метчика, сек....., 2019 19 19 Шличие ершей на поверхности мет12 1 чика, шт. , . ,. , Наличие задиров на поверхности, 000 шт. Средняя глубина пресс-утяжины, 121,2 1,2 1,2 мм - Результаты сравнительных испытаний показали, что применение предложенной массы для смазочной шайбы обеспечивает: повьяибпуе производительности труда на 5-7% за счет исключения операции нанесения жидкой смазки на матрицу, сьнжение числа штампованных деталей с поверхностными дефектами примерно в 5 раз за счет улучзиения комплекса смазывающих свойств шайбы, уменьи ение глубины пресс-утяжины в 8-10 раз, что дает снижение расхода металла на 10-12%,
Формула изобретения
Масса для изготовления смазочных шайб, используемых при дефформирова. НИИ стали )ia основе твердого смазывающего вещества, о т л и ч а ю -, щ а я с я тем, что, с целью повышения смазочных свойств, в нее введен полйэтиленоксиД при следующем соотношении компонентов, вес,%:
ПолйэтиленоксиД.4-5
Твердое смазывающее
вещество.Остальное
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 47950.4, кл. В 21 С 23/32, 1974.
2.ABtopcKoe свидетельство СССР № 431923, кл. В 21 С 23/32, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав массы для изготовления смазочных шайб | 1981 |
|
SU986536A1 |
| Состав массы для изготовленияСМАзОчНыХ шАйб | 1979 |
|
SU814507A1 |
| Состав смазочной шайбы для прессования | 1980 |
|
SU927354A1 |
| Состав массы шайб, используемых для прессования без прессостатка | 1978 |
|
SU694240A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕССОВАННЫХ ПРОФИЛЕЙ | 2009 |
|
RU2411094C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| Смазка для обработки металлов давлением | 1977 |
|
SU690061A1 |
| СПОСОБЫ СМАЗКИ ДЛЯ УЛУЧШЕНИЯ СПОСОБНОСТИ ДЕФОРМИРОВАТЬСЯ ПРИ ШТАМПОВКЕ | 2011 |
|
RU2572639C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ И ПРЕСС-ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151013C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
