(54) СПОСОБ ДУГОВОЙ СВАРКИ Б УЗКУЮ РАЗДЕЛКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки покрытым электродом в узкую разделку | 1978 |
|
SU791490A1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| Способ автоматической сварки неповоротных стыков труб | 1987 |
|
SU1438939A1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
S
Изобретение относится к сварке, точнее к дуговой сварке покрытыми электродами, которая выполняется в узкие, так называемые щелевидные разделки. Угол скоса кромок таких разделок составляет обьпшо 4-7° при толщине свариваемых деталей до 80-100 мм. Наибо. применение разделки с такими параметрами нашли при еварке неповоротных сты ков трубопроводов, например трубопроводов первого контура атомных электростанций.
Известны способы дуговой сварки покрытыми электродами с перемещением электрода в разделке по различным траекториям 11 .Манипулирование электродом в разделке выполняется для улучшения формирования шва.повьпиение качества и производительности труда.В процессе перемещения электрод описывает ту или иную траекторию в зависимости от особенностей свариваемого материала, его толщина, глубины разделки и т.д.
Известен также способ дуговой сварки с прямолинейным перемещением электрода в разделке 2.
OcpiaKO известный способ обладает невысокой произвояительностью и не всегда обеспечивает высокое качество сварного соединения.
Цель изобретения - повьппение качества сварного соединение путем уменьшения деформаш1И и регулирования формирования шва, а также повышение производительности.
Для достижения поставленной цели в процессе сварки в узкие разделки с прямолинейным перемещением электрода, вдоль разделки электрод перемещают щагообразно с задержкой в каж.иой тоже остановки в течение 2,0-2,5 сек, причем в каждой из указанных точек электрод отклоняют перпендикулярно направлению-его перемещения на угол 5-8° от вертикали без
S поперечного смещения рабочего торца электрода и задерживают электрод в крайних положениях в течение 0,5-1,0 сек.
При прямолинейном перемещении электрода по оси разделки производят гфоплавление
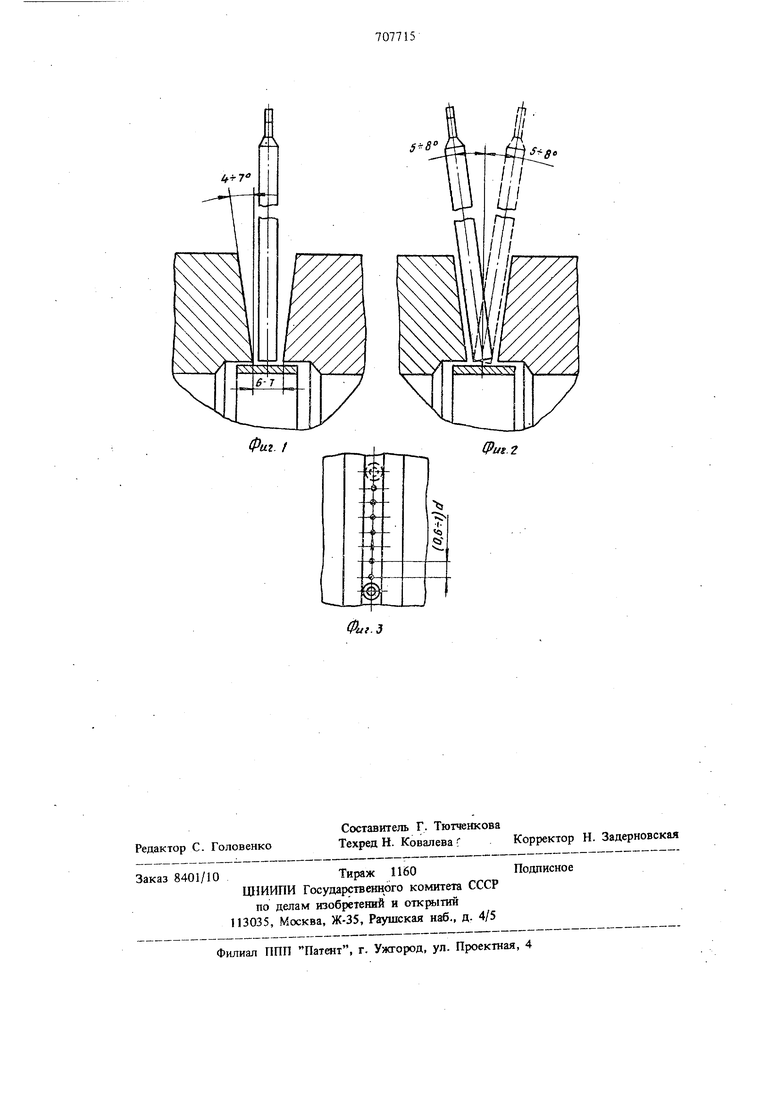
Q нижележащего металла (основного или ранее наложенного шва). При этом за счет теплопроводаости несколько повышается температура кромок разделки, а также обеспечивается сгитавлоиис прнсадочногО метшгла к осноЕ}1ым. Наклоном электрода на 5-8° после каждого i очередного шага и его короткой (порядка 0,51,0 сек) выдержкой в этом положении обеспе1 ивается плавный переход от кромки разделки к металлу шва. Предлагаемая последовательность перемещения и манипулирования электрода обеспечивает достаточное для гарантк рования качества сварного соединения сплавление присадочного металла с кромками разделки и нижележащими слоями при низком тепловложении. Благодаря этому образуется зона термического влияния малой протяженности, способствующая уменьщению деформации и снижению уровня остаточных напряжений в сварном соединении. Отклонение электрода от вертикального положения позволяет регулировать формирование шва и шлака, создавать плавный переход от кромок к шву. При наклоне электрода на 5-8° и фиксировании его в наклонном положении в течение десятых долей секунды создается плоская или слегка вогнутая поверхность шва. Такая форма шва способствует облегчению удаления шлака из узкой разделки. На фиг. 1 изображен электрод в узкой раз делке неповоротного стыка тр бопровода; на фиг. 2 - наклонные положен} я электрода в уз кой разделке; на фиг. 3 - узкая разделка в плане, точками обозначены шаги движения электрода в ней. Пример 1. Производилась ручная дуговая сварка стыков паропроводов из стали 12Х1МФ диаметром 133 мм и толщиной стенки 17 мм. Сварку производили на подкладном кольце в разделку с углом скоса кромок 5° и шириной 6,0 мм зазора в корне шва. Первые два слоя выполняли электродами ТМЛ-3 диаметром 3 мм, последующие слои - электродами ТМЛ-3 диаметром 4 мм. При каждом проходе электрод перемещали шагами величиной 0,8 дна метра электрода и наклоняли в обе стороны на .угол примерно б. Выдержка в какдсм крайне положении составляла около 0,8 сек. Общая длительность каждого шагового перемещения электрода составляла около 2,2 сек. Хронометрирование велось по ручному секундомеру, а приведеьшые выше данные являются усреднен ными. Пример 2. Производилась ручная дуго вая сварка стыков паропроводов из стали 15Х1МФ диаметром 355 мм и толщиной стенк 50 мм. Сварку производили на подютадном кольце в разделку с jTnoMf скоса кромок 7 и шириной зазора в корне шва 6,5 мм. Первы 7 i 4 ри слоя выполняли электродами TMJI-3 диаметом 3 мм, последующие счои электродами МЛ-3 диаметром 4 мм. При каждом проходе лектрод перемещали тагами величиной 1,0 иаметра электрода и наклоняли в обе стороны а угол примерно 8. Выдержка в крайних оложениях составляла примерно 1,0 сек. Общая лительность каждого шагового перемещения оставляла около 2 сек. Хронометрирование елось по ручному секувдомеру, а приведенные данные являются усредненными. Было установлено, ето при сварке указанных стыков производительность труда сварщиков по сравнению с пpимeняe Iыми ньше способа.ми повыщается на 20-25%, а качество сварного соединения заметно выше. По сравнению с npHMeHHeivibiMH в настоящее время способагчии сварки предлагаемый способ обеспечивает повышение производтелъностк примерно на 15-25%, уменьшает расход электродов приблгоителько на 15-35%, сокращает расход электроэнергии и расход основного металла при подготовкз кромок. Только в системе ионтай ных органиэащ й Министерства энергетики и электрификаши СССР годовой экономический эффект от внедрения предлагаемого сйособа составит около 1 млн. . Формула изобретения Способ ду1овой сварки в.узкую разделку покрытыми электродами с прямоли ейнь М перемещением электрода вдоль разделки, о тл и ч а ю щ и и с я тем, что, с целью повышения качества сварного соединения путем уменьше1шя деформаций и регулирования формированкл шва, а также повышения прошводительностк, электрод перемещают шагообразно с задержкой в точке остановки в течение 2,0-2,5 сек, причем в ка;к,цой из указанных точек электрод отклоняют перпендикулярно направлению его перемещения в обе стороны ш угол 5-8° от вертикали без понеречного смещения рабочего торца электрода к задерживают электрод в крайних положениях в течение 0,5-1,0 сек. Источники информации, принятые во внимание при экспертизе 1.Каховский П. И. Электродз овая сварка сталей. Киев, Наукова Думка, 1975, с. 393, рис. У1.1. 2.Ка;швский Н. И. Электроду1-овая сворка сталей. Киев, Нзукова Думка, 1975, с. 426, рис. У} 1.2.
