со
00
со со
00
Изобретение относится к автоматической сварке неповоротных стыков труб диаметром свыше 1220 мм с шириной разделки свыше 16 мм порошковой проволокой с принудительным формированием шва и найдет применение при изготовлении трубопроводов различного назначения.
Цель изобретения - повышение ка- чества сварного соединения путем обеспечения возможности удержания сварочной ванны во всех пространственных положениях при сварке труб с шириной разделки 16 мм.
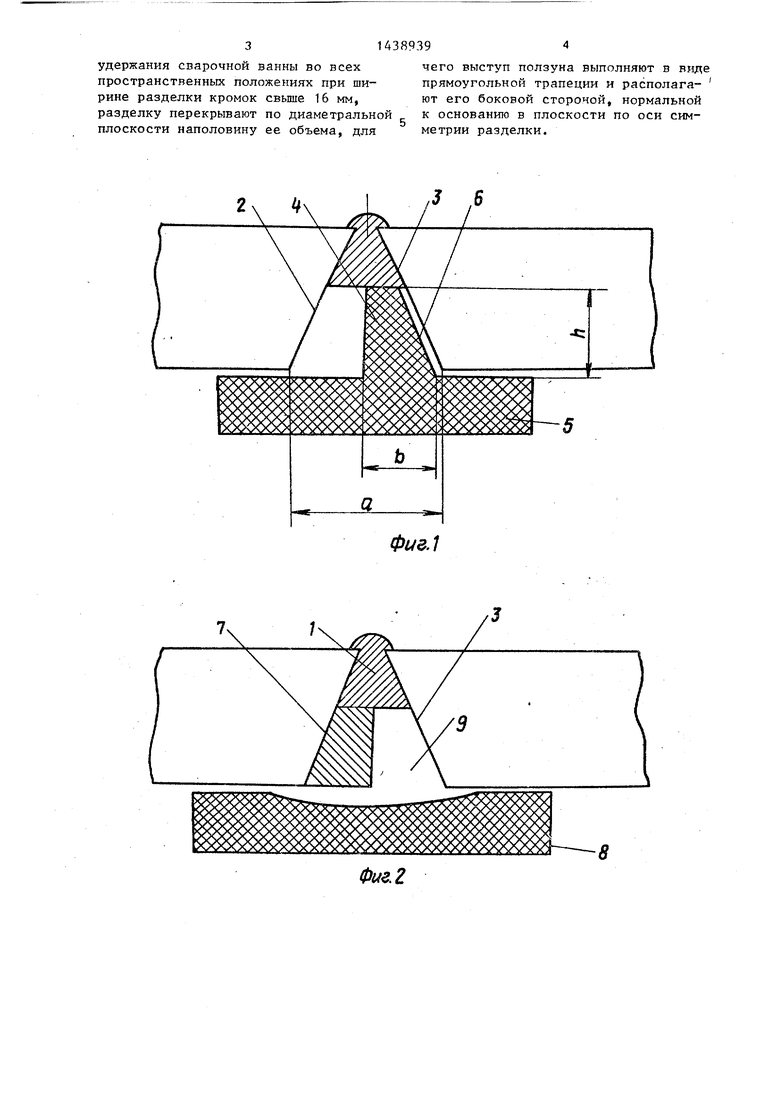
На фиг.1 изображен формирующий ползун для выполнения, первого прохода, на фиг.2 - то же, для вьшолнения второго прохода (облицовочного слоя).
Сварку неповоротного стыка выпол- няют следующим образом.
Сначала сваривают корневой шов 1 любым известным способом и замеряют величину d максимальной ширины разделки кромок 2 и 3. Затем, опреде- лив высоту h и ширину b основания трапециевидного выступа 4, подбирают формирующий ползун 5, учитывая угол скоса кромки 3 (боковая сторона 6 выступа 4 имеет тот же угол скоса, что и кромка 3). Высоту h и ширину b можно определить по формулам
b a/2-1J h(18-0,37cx).
где « - максимальная ширина разделки кромок.
Процесс сварки начинают снизу ввер в два прохода, причем первый проход выполняют с помощью выбранного фор- мирующего ползуна 5, который боковой стороной б трапециевидного выступа 4 прижимается к кромке 3, разделяя пространство на две части, расплавляя при этом кромку 2. В результате образуется валик 7 наплавленного металла Второй проход осуществляется с помощью ползуна В с канавкой, расплавляя кромку 3 и заполняя свободное пространство 9 между валиком 7 и корневым швом 1.
Пример, Проводят испытания способа и формирующего ползуна Сварка проводится порошковой проволокой стыка диаметром 1420 мм из стали с толщиной стенки 21 мм. Стык собирают с зазором 2-3 мм. Сварку корневого шва осуществляют с помощью известного формирующего ползуна, имеющего
0 5
0
5 0
5
0
0
5
трапециевидный выступ высотой 13 мм и шириной 18 мМо Затем замеряют величину Ь( максимальной ширины раздел- тси, она равна 20 мм, угол скоса кромок. Определяют высоту и ширину основания трапециевидного выступа 4; 90--. - b q/2-1 2 MM,,37o( 11 мм.
Выбрав ползун с подходящим выступом, выполняют первый проход.
Процесс сварки начинают снизу вверх, располагая электрод вблизи формирующего ползуна 5, В дальнейшем в процессе сварки стыка электрод перемещают радиально внутрь таким образом, что в нижнем положении электрод располагается в непосредственной: близости от внутренней кромки 2 и корневого шва 1 о Второй проход выполняют с помощью формирзпощего ползуна с канавкой, расплавляя другую кромку.
Проводят испытания образцов, вырезанных из полученных сварных соединений., которые показывают, что применение предлагаемого способа сварки позволяет получать соединения, качество которых отвечает требованиям СНиП III-42-80. Средний угол загиба образцо в вырезанных из сварных стыков, составляет более 120°. Предел прочности на разрыв при испытании всех образцов не ниже прочности ос- новного металпа.
Применение способа сварки при со-; оруженин магистральных трубопроводов. с шириной разделки кромок 20 мм поз воляет заменить применяемую ручную дуговую сварку,
Формула изобретения
Способ автоматической сварки неповоротных стыков труб,при котором сварку выполняпот снизу вверх по крайней мере в два прохода с помощью формирзпощих ползунов/ 3 процессе выполнения первого прохода заполняют часть разделки кромок, для чего другую часть перекрывают формирующим ползуном с выступом в форме трапеции, в процессе выполнения второго прохода заполняют оставшуюся часть с помощью формирующего ползуна с канавкой, отличающийся тем, что, с целью повышения качества сварки путем обеспечения возможности
удержания сварочной ванны во всех пространственных положениях при ширине разделки кромок свьше 16 мм, разделку перекрывают по диаметральной плоскости наполовину ее объема, для
чего выступ ползуна выполняют в виде прямоугольной трапеции и располага- ют его боковой стороной, нормальной к основанию в плоскости по оси симметрии разделки.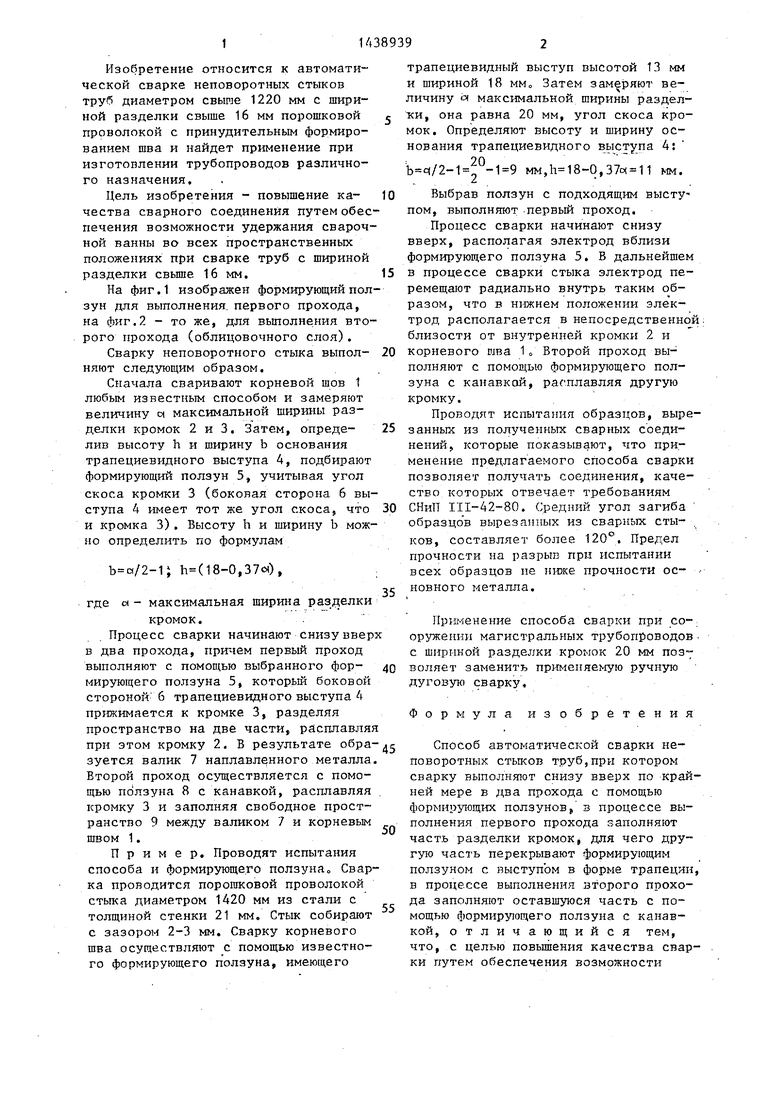
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва | 1988 |
|
SU1639931A1 |
| Способ получения присадочного выступа на кромках стыкового соединения деталей под сварку | 1989 |
|
SU1706798A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
Изобретений относится к сварке, в частности к способам автоматк- вской сварки неповоротных стыков труб, и может быть использовано при строительстве трубопроводов. Цель изобретения - повышение качества сварочного соединения с шириной разделки свыше 1 6 мм. Сварку вьтолняют с-помощью формирзпощих ползунов. Сначала подби- рйют формирующий ползун, учитывая угол скоса кромки. Определяют по расчетным формулам ширину и высоту вые-, тупа, выполненного в виде прямоугольной трапеции. Сварку выполняют снизу вверх в два прохода. Первый проход осуществляют с помощью выбранного ползуна с трапециевидным выступом, разделяя заполняемое пространство на две части в плоскости, перпендикулярной оси трубы. При этом расплавляется только одна кромка. Второй проход осуществляют с помощью формир тощего ползуна с канавкой, расплавляя другую кромку. При такой технологии обеспечивается удержание сварочной ванны во всех пространственных положениях. 2 ил. (Л
%
Фие.1
| Способ автоматической сварки неповоротныхСТыКОВ ТРуб | 1975 |
|
SU831462A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дуговая сварка стальных конструкций | |||
| - М.: Машиностроение, 1986 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
