(54) ТОКОПОДВОДЯЩИЙ МУНДШТУК К УСТРОЙСТВУ ДЛЯ ДУГОВОЙ
СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С КРУГОВЫМИ КОЛЕБАНИЯМИ ЭЛЕКТРОДА
волоки, а газозащитное сопло расположено соосно прямолинейному участку мундштука
ИАвтомат предназначен для электродуговой сварки толстостенных (80-100 мм) трубопроводов способом углом вперед с круговыми колебаниями электрода. Устройство для колебания электрода этого автомата обеспечиват достаточный угол встречи электрода с кромкой, что позволяет получить качественное проплавление кромок при ширине разделок порядка 30 мм. Однако при сварке неповоротных стыков магистральных трубопроводов, ширина разделок которых составляет 8-10 мм при толщине стенки до 20 мм, вышеуказанное устройство для колебаний электрода в раздел сварного соединения использовано быть не может, так как изогнутый наконечник не позволяет работать внутри таких узких и глубоких разделок.
Кроме того, из-за соосного расположе- жения газозащитного сопла с мундштуком при сварке способом углом назад, являющимся наиболее производительным спосо- бом сварки неповоротных стыков магистральных трубопроводов, не обеспечивается качественной сварки, так как при этом сварочная ванна оказьшается вне зоны защиты
Далее, электродная проволока, проходя по изогнутому мундштуку с наконечником, подвергается упругой деформации изгиба. Так как мундштук и наконечник выполнены из меди или ее сплавов, а электродная проволока из стали, то в результате трения электродной провлоки о мундштук с наконечником, последние интенсивно изнашиваются и подлежат частой замене.
Наиболее близким по технической сущности и достигаемому результату является устройство для дуговой сварки, содержащее сварочную головку с вращающимся токоподводящим мундштуком, имеющим корпус и канал для направления электродной проволоки. Сварочная головка имеет выносное газозащитное сопло, выходной канал которого направлен на вылет электрода З. Такое устройство обеспечивает качественну защиту сварочной ванны и плавящегося электрода. Однако такое устройство не может обеспечить высокое качество сварных соединений с узкой глубокой разделкой при сварке способом углом назад неповоротных стьпсов.
Целью изобретения является обеспечение высокого качества сварных соединений с узкой глубокой разделкой при сварке способом углом назад неповоротных стыков.
Поставленная цель достигается тем, что в токоподвод5Ш1ем мундштуке к устройству
для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода, содержащем тсорпус и токоподводящий сменный наконечник с каналом для направления электродной проволоки упомянутый канал расположен под углом об к продольной оси мундштука, определяемым по формуле
а
jTае -зшЯ
где Q - ширина разделки свариваемого
соединения, 6 - вылет электрода, (i - угол поворота электрода при круговых колебаниях.
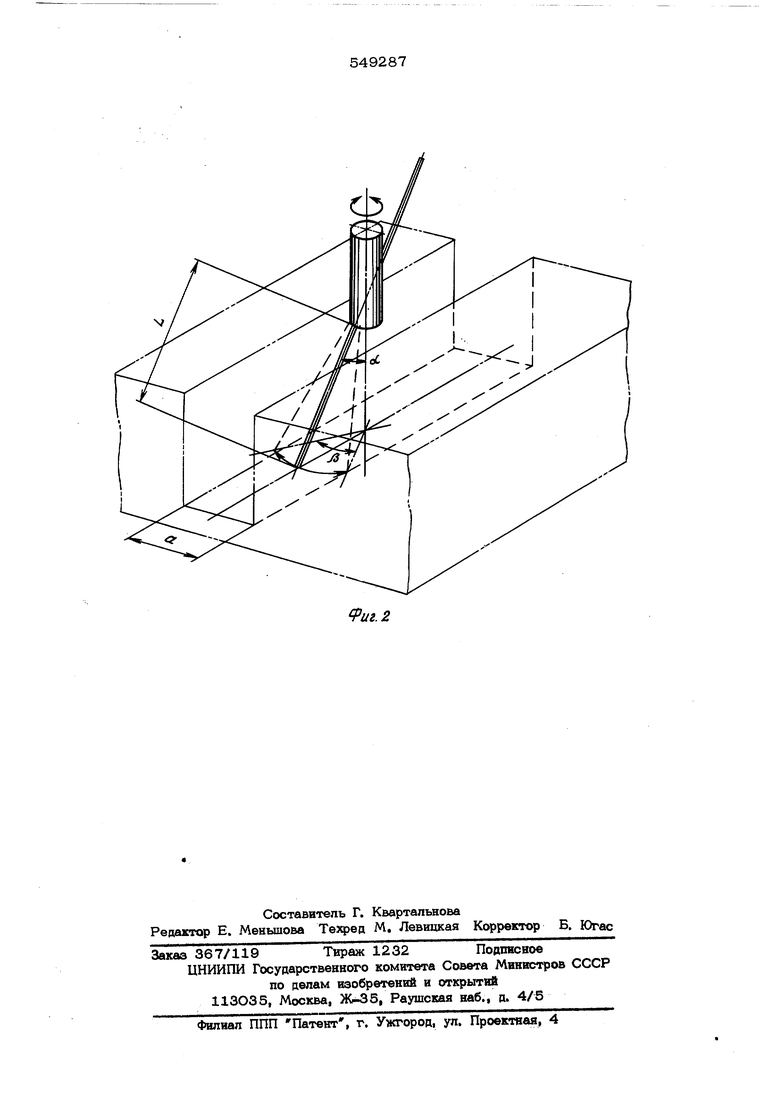
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - схема колебаний электрода.
На раме 1 устройства установлены электропривод 2, мундштук с корпусом 3 и смным токоподводящим наконечником 4, в котором канал для направления электродной проволоки 5 расположен под углом of к прдольной оси мундштука, определяемым по формуле
а
бШОй л- Ч
ae-sjM-|где а - ширина разделки свариваемого соединения, В - вылет электрода, (3 - угол поворота электрода при круговых колебаниях. На раме 1 укреплено газозащитное сопло 6, выходной канал которого направлен на вылет электрода.
Устройство работает следующим образом.
Электропривод 2 сообщает возвратные круговые движения мундштуку и закрепленному в нем наконечнику 4. Электродная проволока 5 подается через канал наконечника 4 свободно и без изгиба, поэтому трение между электродной проволокой и наконечником 4 незначительно. Наконечник подвергается гораздо меньшему износу, чем в прототипе. Так же, как и наконечник 4, электродная проволока 5 совершает возвратные круговые движения от кромки к кромке по дуге, соответствующей углу поворота электрода (1 . При этом обеспечивается максимальный угол встречи электрода с кромкой, что способствует качественному проплавлению кромок. Например, при ширине разделки 8 мм, вьшете электрода 10 мм и угле поворота электрода р 70°, вычисленный угол с6 составляет 30°.
Бьши проведены эксперименты по сварке швов неповоротных стьжов труб диаметром 1420 мм с толщиной стенки 17,5 мм при ширине разделки 8 мм с помощью описываемого подводящего мундщтука. Сварку производили электродной проволокой|#1 мм. При этом были получены качественные швы без несплавлений по крем кем и между слоями и без подрезов. Качество указанных швов подтвердшга ректг ноконтроль и макрострутстзфный анализ. Процесс сварки протекал стабильно и контролировался при помощи осциллографа. В ре- зультате эксперимента было сварено шесть заполняющих слоев без смены наконечника. Формула зобретения Токоподводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода, содержащий корпус и сменный ТОКОПОДВОДЯЩИЙ наконечник с каналом для направления электродной проволоки, отличающийся тем, что, с целью обеспечения высокого качества сварных соединений с узкой глубокой разделкой при сварке способом углом назад неповоротных стыков, канал для направления электродной проволоки располо.жен под углом ot к продольной оси мундщтука, определяемым по формуле 2е-зжCL - ширина резделки свариваемого соединения, Р - вылет электрода, ( - угол поворота электрода при круговых колебаниях. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 301238, кл. В 23 К 9/00, 1969 . 2.Вагнер Ф. А. и др. Автомат для сварки трубопроводов в монтажных условиях. - Сварочное производство, 1974, № 6, с. 52-53. 3.Авторское свидетельство СССР № 143945, кл. В 23 К 9/12, 1961-прототип.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| Устройство для двухдуговой автоматической сварки | 1982 |
|
SU1074678A1 |
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1609574A1 |