(54) ТОКОПОДВОДЯЩИЙ НАКОНЕЧНИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1119805A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Материал для токоподводящих мундштуков к сварочным горелкам | 1990 |
|
SU1816609A1 |
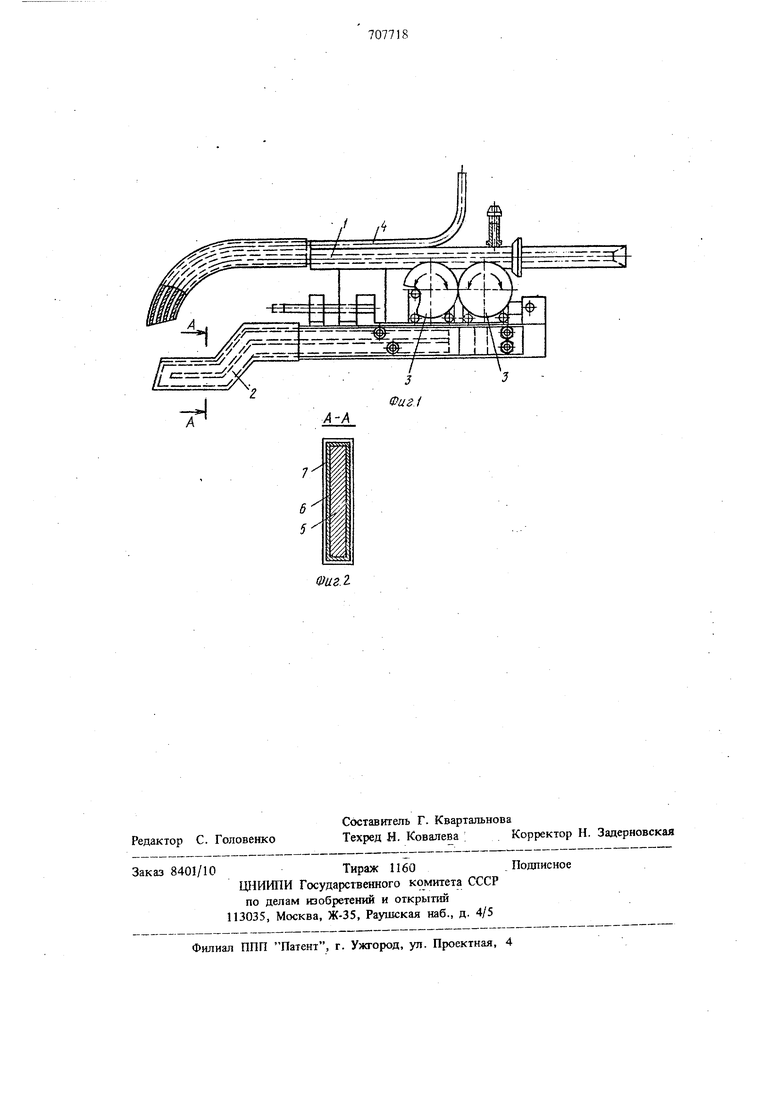
Изобретение относится к сварочному производству, а именно для автоматической сварки по узкому (щелевому) зазору в среде защитных тазов. Известен токоподводящий мундштук для ав томатической сварки, у которого для защиты рабочей части мундштука от воздействия высоки Температур, налипания брызг и для созда1шя злектроизоляции от соприкосновения с кромками свариваемого изделия применяются углеродистые или графитовые наконечники 1. Такое графитовое покрытие хотя и обеспечи вает защиту от прилипания брызг, но не обеспечивает электроизоляш ю рабочей части и значительно увеличивает толщину мундштука, которая строго ограничена при сварке в узкую разделку. Толщина изоляции не должна превыщать 1 мм. Наиболее близким по технической сущности и достигаемому зффекту к описываемому изобретению является мундштук для автоматической дугоной сварки соединений с щелевыми разделками, в котором юкоподводяший наконечник |В1.толнен за одно целое с мундштуком и имеет наружное изолирующее змалевое покрытие 2. При сварке такой мундщтук нагревается цо высокой температуры и быстро охлаждается после окончания процесса сварки. В результате частого повторения такого текла и в связи с большим различием коэффициентов объемного расширения эмали и меди, из которой выполнен мундштук, защитное покрытие растрескивается. Поэтому такое защитное покрытие токоподвода не обеспечивает надежной и долгой работы мундштука. Цель изобретения - повышение надежности . работы м}Т1Дштука и увеличение срока службы. Для этого на наконечник нанесен промежуточный слой из металла с коэффициентом объемного расширения, средним между коэффициентом обьешюго рас1Ш{рсння материала, из которого выполнен наконечник, и коэффициентом объемного расщирения наружного изолир тошего змадевого покрытия. На фиг. 1 изображен общий BHji )дштука с ТОКОПОДВОДЯ1Щ1М накопечником; на фнг.2 разрез А-А фнг.1.
707
Токоподводящий мундштук- состоит из направляющей 1, к которой крепится медный ТОКОПОДВОДЯЩИЙ наконечник 2 с помощью механизма 3 регулировки, позволяющего изменять положение токоподводящего наконеч)1ика 2 относительно продольной и поперечной осей направляющей 1. Механизм 3 одновременно служит для обеспечения надежного контакта между токоподводящим наконечником 2 и электродной проволокой. К верхней части направляющей 1 крепится трубка 4 для подвода защитного газа. Токоподводящий наконечник 2 выполнен из меди 5, на которую нанесен промежуточный слой 6 из металла, на кодорый, в свою очередь, нанесено изолирующее эмалевое пок1и 1тие 7.
Токоподводящий мундштук работает следующим образом.
По направляющей 1 подается электродная проволока, электрический j ток подводится к. электроду с помощью водоохлаждаемого медного токоподводящего наконечника. С помощью мезанизма 3 производится регулировка положения мундштука относительно продольной и поперечной оси щва, а также регулируется контак между токоподводящим наконечником 2 и электродной проволокой. Защитный газ в зону сварки подается через трубу 4.
Изготовляли мундштук, токоподводяший наконечник которого выполнен из меди, имеющей коэффициент объемного расширения 49,5.10 град . На медный Токоподводящий наконечшпс наносили промежуточный слой, в частности из малоуглеродистой стали, имеющей коэффициент объемного расширения, средний между медью и эмалью (под средним коэффициентом понимается значение, близкое к среднему арифметическому коэффициентов объемного рхширения меди и эмали), толщина 1фомежуточного слоя составляла-ОД мм. Промежуто шый слой наносили методом электроннолучевого напыления. После чего рабочий конец токоподводящего наконечника покрывали эмалью, общая толщина покрытия составляла 1 мм.
Медный ТОКОПОДВОДЯЩИЙ, наконечнике таким покрытием обеспечивает надежную электроизоляцию и зашиту от брызг при сварке, а также продолжительный срок службы.
В качестве примера может быть приведен и -мундштук с токоподводящим наконечником из меди (коэффициент объемного расширения
еди 49.5-10 град ), на который напылен ромежуточный слой из армко-железа (коэфициент объемного расширения 39,4.10 град ) нанесен слой эмали, имеющей коэффищ{ент бъемного расширения 24-10 .
За счет нанесения промежуточного слоя -коменсируются температурные деформации, возниаю1цие в процессе быстрого нагрева и охлаженая рабочей части мундштука во время проведения сварочных работ.
Использование изобретения по сравнению с существующими констр т :циями обеспечивает следующие преимущества:
1)возможность наде)5а-юй электроизоляции мундщтука в случаях касания мундштзтса с изделием;
2)возможность надежной защиты от ирклипаи я брызг;
3)надежность изоляции в случаях работы при высоких температурах (в зоне горения дуги);
4)продолжительный срок службы и работоспособность токоподвода при работе в услов1шх сварки, быстрый нагрев и быстрое охлаждение;
5)получение мундштуков миним 11-ц.ной толщины для сварки в узкую разделку.
Описываемое устройство позволяет повысить надежность работы и срок сл,жбы мундштука, понизить брак при сварке, повысить производигельность труда сварщика.
формула изобретения
Токоиодводящий, наконечник. к мундшгуку для автоматической, дуговой сварки соедт-шений С щелевыми разделками, имеющий наружное изолирующее эмалевое покрытие, отличающийся тем, что, с целью повыщения идежности мундщтука и увеличения срока службы на наконе шик нанесен промежуточный слой из металла с коэффициентом объешюго расширения, средним между коэффициентом объе.много .расщкрения материала, из которого выпотшен наконечник, и ксэффидиещ-ом объемного расширения наружного изолирующего эмалевого покрытия.
Истошики информации, принятые во внимание при экспертизе
