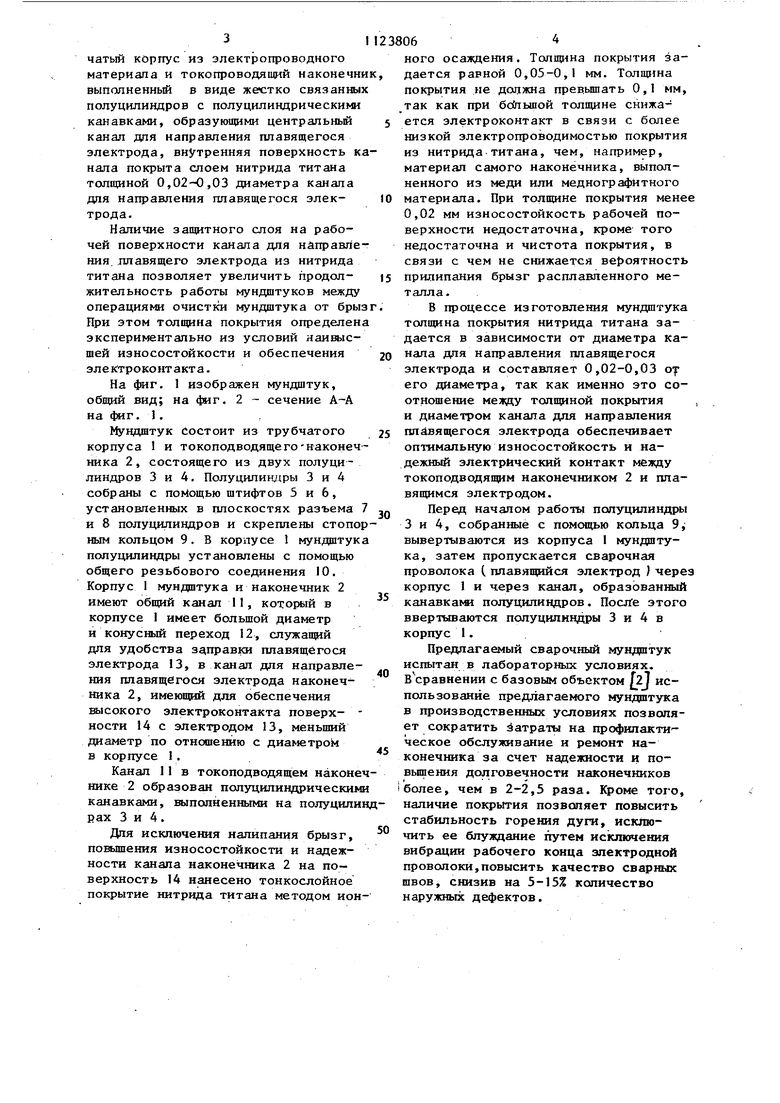
11 Изобретение относится к электросварке, а именно к устройствам ,чля сварки плавящимся электродом, и может быть использовано в машиностроекии, судостроении и в других отрасля.х промьшшенности. Известен сварочный мундштук, содержащий токоподводящий наконечник, служащий для подвода тока к плавящемуся электроду и направляющей свароч ную проволоку в зону сварки. Токопод водящий HaKoHeMiii-iK выполнен в виде цилиндра с трубчатым каналом, обеспечивакщим электроконтакт с проволокой. Дпя наибапыией износостойкости выходной канал токоподводящего наконечника изготовлен из металлокерамической композиции СИ-W-Ni Dl . Недостатком известного сварочного Ьгундштука является сложность композиционного состава. В состав рабочег наконечника введен дорогостоящий дефицитный вольфрам. Изготовление iyндIлтyкoв сложно технологически возможно только в условиях специавизированного производства.В процессе Експлуатационного обслуживания направ ляюпий канал, контактирующий с пронолокой; практически не поддается ремонту, а возникающие (прилипающие) брызги расплаЕлеиного металла на рагочей поверхности трудно удаляются нарушают электроконтакт и тем самым Еаруш,пют стабильность горения дуги. Это снижает качество сварных швов и производит ельность труда. Промышленное применение известных мундштуков нецелесообразно -и нерационально эконо -мчески. Известен мундштук к горелке для полуавтоматической сварки, содержаш5 цилиндринеский корпус, выполненный из одной или нескольких деталей из электроизоляционного материала, например из керами1Еси, стойкой к тем- пературам, возникающим при сварке, и снаружи покрытьгй зашдтной металли ческой обапочкой 2J. Однако направляющий канал извест , ного мундштука засоряется металлическими брызгами от расгатавленного Электродного металла,удаление которы при неразьемном наконечнике трудоем и требует значительных затрат на профилактическое обслуживание ра6o jero канала. Рабочая поверхность неравномерного износа и прилн вшх брызг не обеспечивает надежного 6 электрокоитакта, горение дуги не стабильное, ухудшается качество сварнь х швов, повышается себестоимость изготовления сварных соединений. Известен сварочный мундштук, содержа ций трубчатый корпус с токоподводящим наконечником, выполненным в виде диска, разрезного по диаметральной плоскости цилиндрического канала для направления плавящегося электрода, параллельной плоскостям диска, на каждой из которых выполнен сквозной паз с поперечным сечением в виду круга ГЗ . Известный мундштук сложен по конструкции. Расположение второй пары пазов на дисках не только не сокращает время на профилактическое обслуживание наконечника по удалению брызг, но и наоборот увеличивает, так как в момент работы одной пары пазов одновременно забрызгивается и вторая пара пазов. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому мундштуку является мунда1тук к горелкам для сварки rIг,aвяtIЦ мcя электродом, содержащий трубчатый корпус из электропроводного материала и токоподводящий наконечник, выполненный в виде жестко связанных полуцилиндров с полуцилиндрическими канавками, образующими центральный канал для направления плавящегося электрода. На наружной поверхности полуцилиндров выполнена винтовая канавка, в которой расположена пружина, обеспечивающая жесткую связь полуцилиндров C4J. Недостатком известного устройства является забрызгивание канала для направления плавящегося электрода каплями расплавленного металла в цроцессе работы устройства, а также недостаточная износостойкость канала, так как в конструкции мундштука не предусмотрены износостойкие элементы. Это не обеспечивает длительного срока службы мундштука. Цель изобретения - повьшхение срока службы .мундштука путем снижения степени забрызгивания каплями расплавленного металл и к Акал а для направления плавящегося электрода и повыие-, ния его износостойкости. Цель достигается тем, что в мундштуке к горелкам для сварки плавящимся электродом, содержащем трубматериапа и токопроводящий наконечник, выполненный в виде жеч:тко связанных полуцилиндров с полуцилиндрическими канавками, образующими центральный 5 канал дпя направления плавящегося электрода, внутренняя поверхность нала покрыта слоем нитрида титана толщиной 0,02-0,03 диаметра канапа для направления плавящегося электрода. Наличие защитного слоя на рабочей поверхности каиала для направл ния, .плавящего электрода из нитрида титана позволяет увеличить продолжительность работы мундштуков между операциями очистки мундщтука от бры При этом толщина покрытия определе экспериментально из условий наивыс шей износостойкости и обеспечения электроконтакта. На фиг. 1 изображен мундщтук, общий вид; на фиг. 2 сечение А-А на фиг. 1. Мущщтук состоит из трубчатого корпуса 1 и токоподводящего-наконе ника 2, состоящего из двух полуцилиндров 3 и 4. Полуцилиндры 3 и 4 собраны с помощью щтифтов 5 и 6, установленных в плоскостях разъема и 8 полуцилиндров и скреплены стоп ным кольцом 9. В корпусе 1 мундщту полуцилиндры установлены с помощью общего резьбового соединения 10. Корпус 1 мундщтука и наконечник 2 имеют общий канал 11, который в корпусе 1 имеет большой диаметр и конусный переход 12, служадай для удобства здправки плавящегося электрода 13, в канал для направле ния плавящегося электрода наконечника 2, имеющий для обеспечения н 1сокого электроконтакта поверхности 14 с электродом 13, меньший диаметр по отношению с диаметром в корпусе 1. Канал 11 в токоподводящем након нике 2 образован полуцилиндрически канавками, выполненными на полуцилин pax 3 и 4. Для исключения налипания брызг, повышения износостойкости и надежности канала наконечника 2 на поверхность 14 нанесено тонкослойное покрытие нитрида титана методом иондается равной 0,05-0,1 мм. Толщина покрытия не должна превьшать 0,1 мм, так как при бс&тьшой толщине снижается электроконтакт в связи с бсхлее низкой электропроводимостью покрытия из нитрида титана, чем, например, материал самого наконечника, выполненного из меди или меднографитного материала. При толщине покрытия менее 0,02 мм износостойкость рабочей поверхности недостаточна, кроме того недостаточна и чистота покрытия, в связи с чем не снижается ве{)оятность прилипания брызг расплавленного металла. В процессе изготовления мундштука толщина покрытия нитрида титана задается в зависимости от диаметра канала для направления плавящегося электрода и составляет 0,02-0,03 of его диаметра, так как именно это соотношение мелиу толщиной покрытия , и диаметром канала для направления плавящегося электрода обеспечивает оптимальную износостойкость и надежный электрический контакт между токоподводящкм наконечником 2 и плавящимся электродом. Перед началом работы полуцилиндры 3 и 4, собранные с помощью кольца 9, вывертываются из корпуса 1 мундштука, затем пропускается сварочная проволока (плавящийся электрод ) через корпус 1 и через канал, образованный кaнaвкa ffl полуцилиндров. После этого ввертываются полуцилиндры 3 и 4 в корпус 1. Предлагаемый сварочный мундштук испытан в лабораторных условиях. В сравнении с базовым объектом fz использование предлагаемого мундщтука в производственных условиях позволяет сократить Затраты на профилактическое обслуживание и ремонт наконечш ка за счет надежности и повыщения долговечности наконечников более, чем в 2-2,5 раза. Кроме того. наличие покрытия позволяет повысить стабильность горения дуги, исключить ее блуждание путем исключения вибрации рабочего конца электродной проволоки,повысить качество сварных швов, снизив на 5-15% количество наружных дефектов.
А-А
11
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1975 |
|
SU564120A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1138274A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Мундштук к устройствам для дуговой сварки | 1987 |
|
SU1558601A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1342646A1 |
| Мундштук для многоэлектродной дуговой сварки | 1976 |
|
SU670401A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1315192A1 |

МУНДШТУК К ГОРЕЛКАМ ДЛЯ СВАРКИ ППАВЯПдаСЯ ЭЛЕКТРОДОМ, содержащий трубчатый корпус из электропровод- наго материала и токопроводящий наконечник, выполненный в виде жестко связанных полуцилиндров с полуцилиндрическими канАвками, образующими центральный канап дпя направления плавящегося электрода, отличающийся тем, что, с целью повьшения срока службы мундштука путем снижения степени забрызгивания капггями расплавленного металла канапа для направления плавящегося электрода и повышения его износостойкости, внутренняя поверхность кайала покрыта слоем нитрида титана толщиной 0,02-0,03 диаметра канала для§ направления плавящегося зле1«троО) да,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зальберштейн Б.М | |||
| и др | |||
| Долговечность токоподводящнх наконечников | |||
| - Автоматическая сварка, 1975, № 4, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
