(54) МУНДШТУК , - Изобретение относится.к сварочно технике и может бвать использовано во всех отраслях народного хозяйств при выполнении автоматической дугов сварки в среде защитных газов плавящимся электродом диаметром до 2,5 мм толстостенных конструкций с узкой щелевой разделкой кромок. Известны трубчатые мундштуки, пр меняемые для плавящегося электрода (диаметром 1,6-2,5 мм), представляющие собой прямую или изогнутую трубку,. на конец которой при помощи накидной гайки крепится наконечник с эксцентрически расположенным каналом, что позволяет фиксировать точку токоподвода к электроду LlJ. Известен также токоподводящий мундштук сапожкового типа, предназначенный для направления электрода сварочную ванну и для подвода кнему тока при сварке под флюсс 4 электродной проволокой диаметром З-б мм. Электрический контакт и на правление проволоки в этом обеспечивается поджимом сапожка к сварочной электродной проволоке с помощью регулировочного винта l2j. . Однако известная конструкция мундштука при обеспечении достаточ ОВбЙ СВАРКИ ПЛАВЯЩИМСЯ ВСЕСвЮЗНА ТРОДОМ АТЕНТКОТЕХНИ ЕСКАЯг;И5.:КоТЕ${А надежного электрического контакУа™ - -- в фиксированной точке не позволяет осуществлять раскладку валиков (проходов) при многопроходной сварке конструкций со щелевой разделкой свариваемых кромок. Кроме того, он сложен по конструктивному исполнению, не позволяет опускать мундштук в щелевую разделку без опасности замыкания токоведущих частей мундштука на свариваемые кромки. Наиболее близ1 им предлагаемому является мундштук для дуговой сварки плавящимся электродом, содержащий токоподводящий наконечник с каналом для направления плавящегося электрода, который в нижней части наконечника расположен под углом IS к оси мундштука Гз} . Недостатком известного устройства является большой угол отклонения канала для направления плавящегося электрода от оси мундайтука и выполнение этого канала наклонным только в нижней части токрподводящего наконечника, что приводит к повышенному износу наконечника. Кроме того, такая конструкция не позволяет повысить производительность свар / ки соединений с узкими глубокими разделками.
Электродуговая сварка плавящимся электродом обычно выполняется при относительно малом вылете электродной проволоки, до 20 мм. В связи с этим при сварке в узкую глубокую щелевую разделку конструкций большой толщины наконечник и часть мундштука приходится опускать в зазор между свариваемыми деталями. От ширины щелевой разделки зависит не только Производительность сварки, но и расход электродной проволоки, что влияет на эффективность способа сварки. Поэтому ширина щелевой разделки должна быть возможно более узкой, что вызывает необходимость применения электродной проволоки малых диаметров (до 2,5 мм), а это в свою очередь ведет к получению относительно узких валиков, ширина которых может оказаться меньше ширины разделки, что может привести к получению дефектов шва: несплавлений металла шва со свариваемыми кромками и межваликовых несплавлений.
Цель изобретения - повышение производительности сварки соединений с узкими глубокими разделками, повышения качества сварных соединений и повышения срока службы токоподводящего наконечника.
Указанная цель достигается тем, что мундштук для дуговой сварки плавящимся электродом содержит токоподводящий наконечник, канал в котором для направления плавящегося электрода расположен под углом 5-8 к оси мундштука.
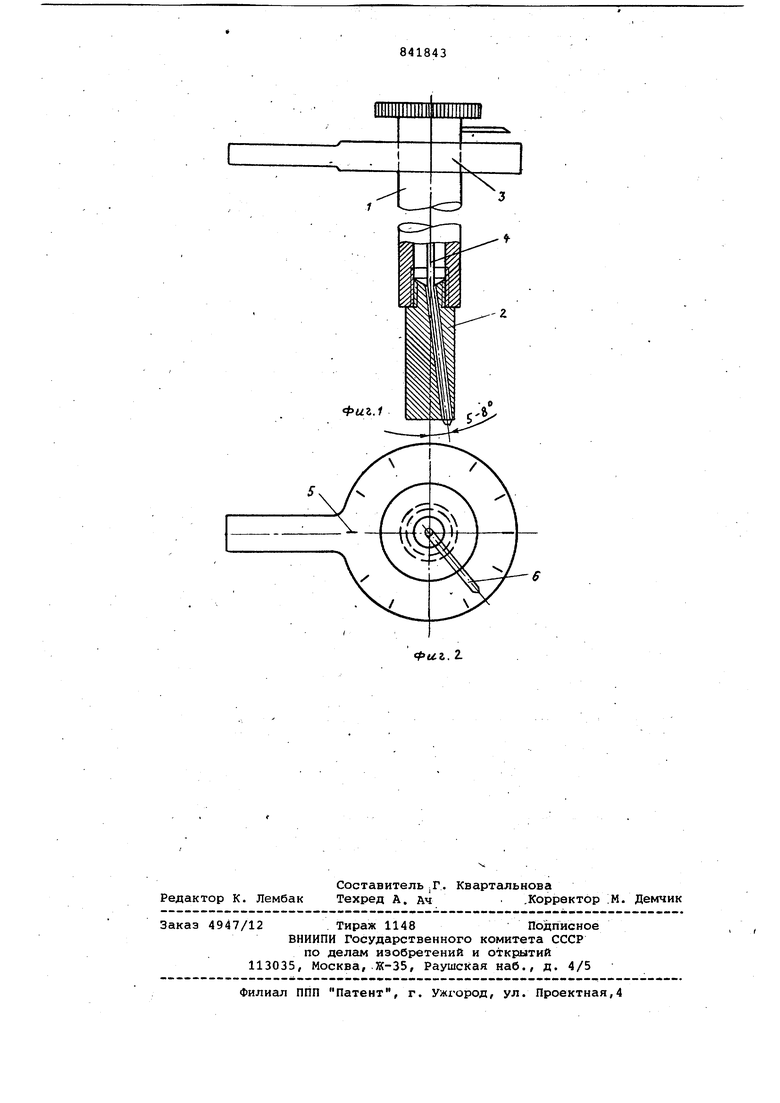
На фиг.1 изображен, предлагаемый . мундштук, общий вид;на фиг. 2 вид сверху.
Мундштук состоит из корпуса 1 и наконечника 2, соединенных резьбой, и крепится в держателе 3. Ось канала для направления плавящегося, электрода 4 в наконечнике отклонена от оси мундштука на угол 5-8 . На держателе 3 нанесены риски 5, а в верхней части мундштука закреплен указатель 6 (в виде стрелки) положения конца плавящегося электрода относительно свариваемых кромок.
Экспериментально установлено, что при сварке плавящимся электродом диаметром 1,2 г и при Ьтноситёльно малой силе сварочного тока угол cL 8-9, при сварке проволокой диаметром 2,5 мм и при относительно
большой силе сварочного тока для надежного сплавления достаточным оказывается угол ot 5-7.
Мундштук работает следующим образом. . ,
Плавящийся электрод 4, проходя по каналу мундштука, имеет надежный фиксированный электрический контакт в точке входа его в наконечник, направляется каналом наконечника в сторону от оси канала корпуса мундшту.ка. Разворачивая мундштук в держателе, можно направлять плавящийся электрод как по центру разделки свариваемых кромок, так и по ее краям, осуществляя раскладку валиков (проходов) по ширине разделки. В связи с отклонением оси канала наконечника от оси мундштука плавящийся электрод в точке входа в наконечник имеет надежный электрический контакт,,что стабилизирует режим сварки. Кроме того, отклонение конца плавящегося электрода наконечником и разворот мундштука вокруг его оси позволяют вести раскладку валиков (проходов) в щелевой разделке, что обеспечивает надех ное сплавление наплавленного металла шва со свариваемыми крЪмками.
Формула изобретен;1я
Мундштук для дуговой сварки плавящимся: электродом, содержащий токоподводящий наконечник с каналом для направления плавящегося электрода, расположенным под углом к оси мундштука, отличающийс я тем, что, с целью повышения производительности сварки соединений с узкими глубокими разделками повышения качества сварных соединений И повьошения срока службы токоподводящего наконечника, угол наклона канала в наконечнике к оси мундштука равен 5-8.
Источники информации, принятые во внимание при экспертизе
1. Технология электрической сварки металлов и сплавов плавлением. Под ред. Патона Б.Е., М., Машиностроение} 1974, с. 401, рис. 8-24 г . 2. Технология электрической свар:ки металлов и сплавов плавлением. Под ред. Патона Б.Е. М., Машиностроение, 1974, с. 400-401, рис. 824 в.
3. Патент ГДР I 57980, кл. 21 h 30,17, опублик. 05.05.66.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Устройство для дуговой сварки в щелевую разделку | 1987 |
|
SU1632689A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Горелка для дуговой сварки | 1980 |
|
SU925575A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1459849A1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1609574A1 |