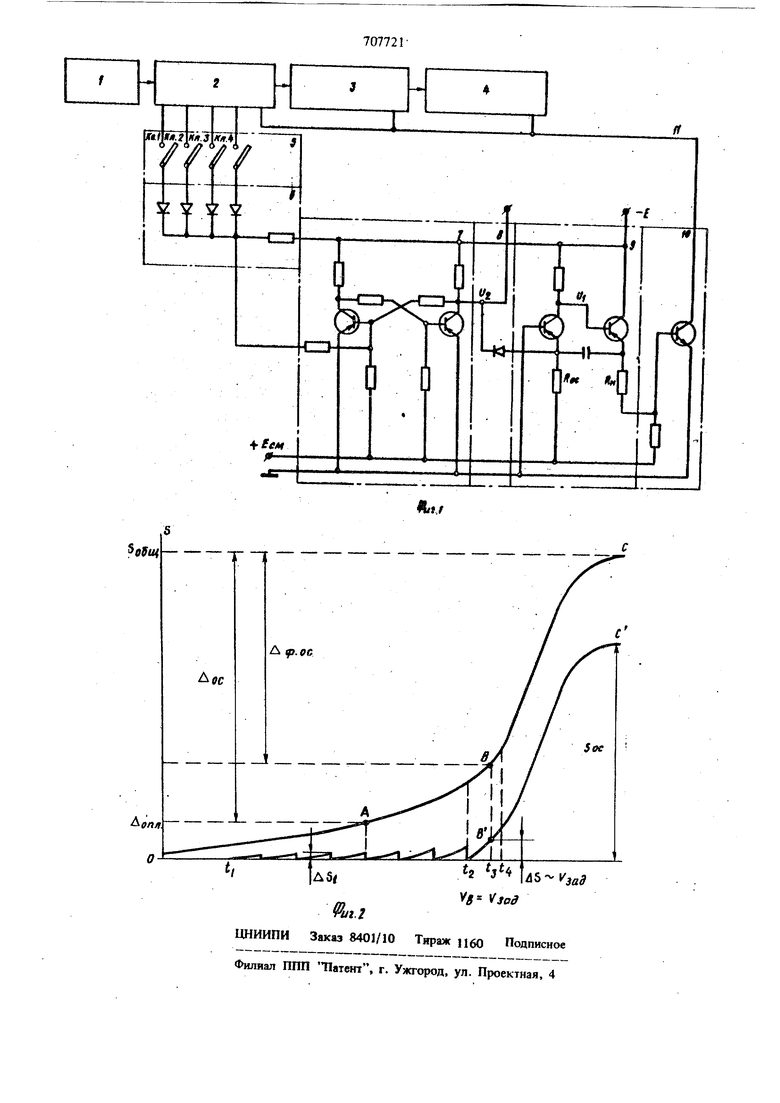
назначено Ш1я контроля припуека на осадку, а обычно в припуск на осадку Д ос. входит перемен ение подвижной плиты от момента подачи команды на осадку до остановки нлиты. Это перемещение несколько выше фактической величины осадки Д ф. ос., которую принято отсчитывать от момента достижения плитой заданной скорости осадки. - начата осадки. Разнйсть Д ос. - Д ф.ос., образуется за счет инерционности исполняющих элементов сварочной машины (приводов оплавления и осадки, концевых выключателей, клапанов, реле и т.д. В общем случае разность не 5юляется постоянной величиной и может составлять 1,0:1,5 мм. Особо важно исключить эту ошибку при контроле качества сварки по величине осадки, так как незначительные отклонения от оптимальной величины осадки уменьшают число двойных перегибов, т.е. ухудшают качество. Цель изобретения - повышение достоверности контроля качества сварных соединений за счет отсчета величины осадки от момента достижения плитой заданной скорости осадки. Поставленная цель достигается тем, что известное устройство для отсчета величины осадки при контактной стыковой сварке снабжено диодной схемой И, подсоединенными к, выходам тригг1ров счета единиц дополнитель ными ключами, симметричным триггером, вход которого через схему И подключен к дополнительным ключам, и мультивибратором, вход которого подключен к выходу симметричного триггера, а выход через транзисторный юточ соединен с шиной сброса электронного счетчика. На фиг. 1 изображено схематически устройство отсчета величины осадки: на фга-. 2 диаграммы, иллюстрирующие работу известного устройства к прещюженного. Устройстао имеет импульсный датчик с пре образователем, подключенный к электронному счетчику, который состоит из триггеров счега ещшиц 2, десятков 3 и сотен 4 импульсов. Электронный счетчик выполнен на основе унинереального индикатора, работающего в режим последовательного ввода информации, Единичные триггеры 2 счета единиц импульсов соединены с ключами 5. Комбинация залжнутых кл чей определяет величину заданной скорости оса ки. Вторые полюса ключей связаны с отдельны ми входами диодной схемы И 6. Выход это . схемы связан с единичным входом дополнител ного симметричного триггера 7, своим единичн выходом через диод 8 с резистором обратной связи (ROC) мультивибратор 9. Диод включается в направлении действия сигнала с триггера на мультивибратор 9. Обычно нагрузка мультивибратора 9 подключается к улевой ., но в принятом устройстве она ключена к базе транзисторного ключа 10, котоый коллектором включен к шине сброса 11, эмиттером к нулевой шине. Устройство отсчета величины осадки работает ледующим образом. Исходное состояние элементов устройства. одвижная часть датчика расцеплена от подижной плиты. Счеттак постоянно сбрасывается, ак как дополнительный триггер находится в улевом состоянии, а мультивибратор генерирут короткие импульсы положительной полярности длительностью 80-100 мкс с периодо.м мс, во время которых транзисторный ключ открывается. Состояние ключей на входе схемы И выбирается в зависимости от заданной скорости Vзaд. по тгбл. 1, где Г - ключ замкнут и О - разомкнут. Таблица 1 В динамике происходит следующее. Подвижная 1тита начинает движение от точки О (фиг.2). В момент tj /плита входит в зацепление с подвих-шой частью датчика. Датчик вьфабатывает электрические и шульсы на каждые 0,1 мм перемеидения плиты. Эти импульсы поступают на вход счегчика. Показания счетчика успевают дорасти до значения и сбрасываются, так как мультивибратор на JTOM участке включен. Запись и сброс показаний (участок ti-t2) есть процесс нахождения приращения перемещения за дискретный промежуток времени Т или процесс измерения скорости подвижной плиты. На участке (t2-14), когда скорость плиты увеличивается и достигает в момент tj значения ., в счетчик успевает записаться соответствующее этой скорости приращение перемещения Д5. При этом состояние счетчика триггеров единиц оказь(зается таким, что в каждой цепи замкнутого ключа появляется сигнал. Это вызьтает срабатывание схемы И и триггера. Триггер опрокидывается в единичное состояние. Момент ts соответствует началу осадки, отрабатываемой устройством. Сигнал с единичного выхода триггера затормаясиБает 5.7 му)гьтивибратор, поэтому транзисторный ключ прекращает сброс. Счетчик производит непрерывный отсчет перемещения от момента tj, т.е. отсчет величины осадки БОС- Эта величина отсчитывается с погрещностью, так как счетчик начинает счет с момента t2, д не с tj, где скоростъ плиты достигла значения . Разница ts-tj T в самом худшем случае составляе 3 ме. При скорости . 25 мм/с погреш ность в измерении перемещения, вносимая за счет этой разнищ г, составит 0,075 мм, что для практических величин осадки 243%. Устройство пр)едназначено для неразрушающего контроля качества контактной стыковой оплавлением, проводимого одновременно с прюцессом сварки путем измерения ве.га1шнь осадки, и позволяет повысить достоверность контроля при отбраковке некачественных соединений, за счет исключения ощибки в отсчете велкчипь осадки, вызванной неправильным выбором начала отсчета. Устройство может быть использовано для контроля процесса стыковой сварки в линиях непрерывных технологических процессов в про катном и трубосварочном производствах (сварка концов лент), автомобилестроенки и велостроении (сварка ободьев колес), а также в мащтшостроении, станкостроении, авиастроении и т.д. Прибор ПОЗВОЛИТ повысить процент отбраковки некачественных соед1шений, уме-яьшить простой трубосварочного стана, а также сокра тить время подбора параметров режима сварки 6 Формула изобретения Устройство для отсчета велишны осадки при контактной стыковой сварке, содержащее импульсный дагшк с преобразователем, выход которого подалючен ко входу электронного счеггика, состоящего из тр1птеров счета единиц, десятков и сотен импульсов, и транзисторный ключ, отличающееся тем, что, с целью повышения достоверности контроля Качества сварных соединений за счет отсчета величины осадки от момента достижения плитой заданной скорости осадки, оно снабжено диодной схемой И, подсоед}шенными к выходам триггера счета единиц догголнительными ключa лi, симметричньгм триггером, вход которого через схему И подключен к дополнительным ключам, и мультивибратором, вход которого подключен к выходу симметричного триггера, а выход через транзисторный ключ соединены с цшной сброса электронного счетч} ка. Источники Ш1формации, принятые во внимашге при экспертизе I 1. Кривонос В. П. Устройство для регистращп параметров режима стыковой сварки оплавлением Автоматическая сварка, № 10, 1972, с. 71-72. 2.Кривонос В. П. и др. Контроль велич1шы осадки на стыковых маитнах со следящим гидропроводом. Автоматическая сварка, № 2, .1975., 3.Технология к оборудование контактной сварки под ред. Б. А. Орлова. М., Машиностроение, 1975, с. 490-500 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля скорости и перемещения подвижной плиты стыковой сварочной машины | 1986 |
|
SU1447603A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| Система управления многошпиндельным гайковертом | 1984 |
|
SU1232470A1 |
| Устройство контроля осадки при контактной стыковой сварке | 1981 |
|
SU961893A1 |
| Устройство для контроля электромагнитного реле | 1987 |
|
SU1444716A1 |
| Способ контроля процесса электрической контактной стыковой сварки оплавлением | 1975 |
|
SU517430A1 |
| Способ контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU925578A1 |