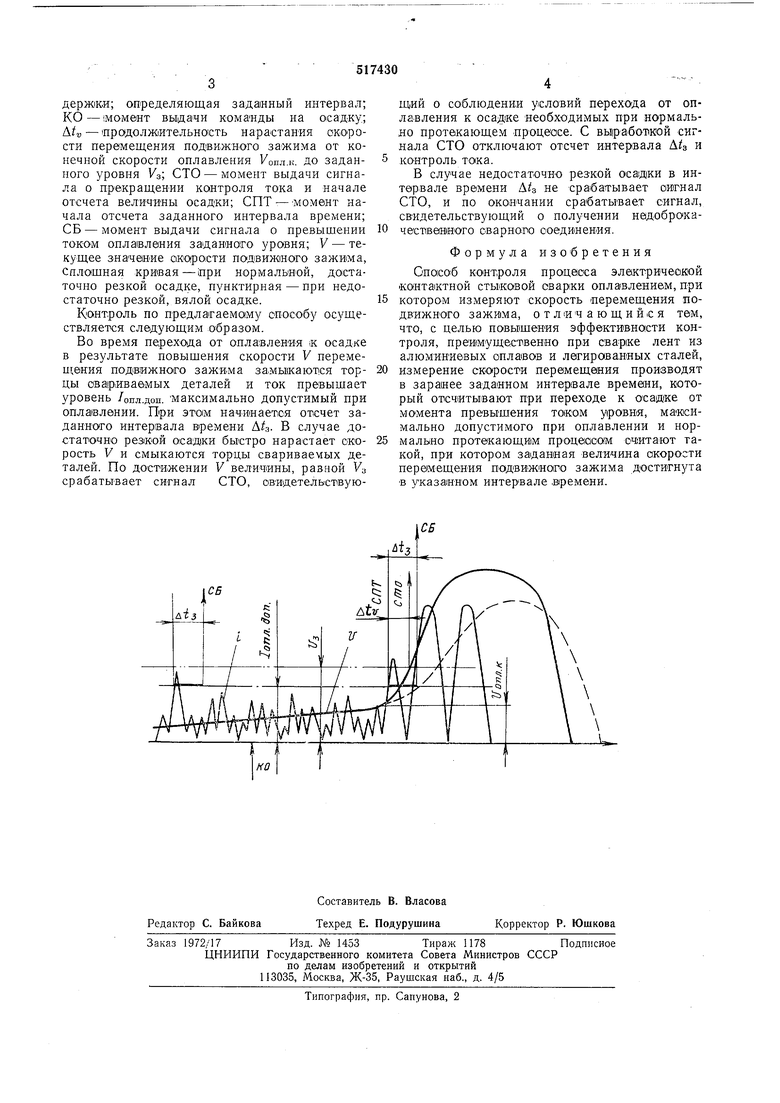
дерЖ1К.и; определяющая заданный интервал; КО-момент выдачи команды на осадку; А/„-1прадолж1ительно1сть нарастания скорости перемещения подвижного зажима от конечной скорости оплавления 1/опл.к. до заданного уровня УЗ , СТО - момент выдачи сигнала о прекращении контроля тока и начале отсчета величины осадки; СПТ --момент начала отсчета заданного интервала времени; СБ - момент выдачи сигнала о превышении ТОКОМ оплавления заданиого уровня; V - текущее значение скорости под|виж1ного зажима, Сплошная кривая-йри нормальной, достаточно резкой осадке, пунктирная - при недостаточно резкой, вялой осадке. Контроль по предлагаемому способу осуществляется следующим образом. Во время перехода от оплавления к осадке Б результате повыщения скорости V перемещения подвижного зажи.ма за-мьикаются торцы свариваемых деталей и ток превыщает уровень /опл.доп. максимально допустимый при оплавлении. При этом начияаетоя отсчет заданного интервала времени . В случае достаточно резкой осадки быстро нарастает окорость V и смыкаются торцы свариваемых деталей. По достижении V величины, равной V-j срабатывает сигнал СТО, овидетельствующнй о соблюдении условий перехода от оглавления к осадке необходимых при нормально протекающем процессе. С выработкой сигнала СТО отключают отсчет интервала А4 и контроль тока. В случае недостаточно резкой осадки в интервале времени А/з не срабатывает ои1гнал СТО, и по окончании срабатывает сигнал, свидетельствующий о получении надоброкачест1вен1ного сварно го соединения. Формула изобретения Способ контроля процесса электрической .контактной стыковой сварки оплавлением, при котором измеряют скорость -перемещения подвижного зажи1ма, отл ичающийся тем, что, с целью повышения эффективности контроля, преимущественно при свар|ке лент из алюминиевых сплавав и легированных сталей, измерение cKopOiCTH перемещения производят в заранее заданном интервале времени, который отсчитывают при переходе к осадке от момента превышения током уровня, максимально допустимого при оплавлении и нормально протекающи1М процеастам считают такой, при котором заданная величина скорости перемещения подвижного зажима достигнута в указанном интервале времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| Способ контроля процесса контактной стыковой сварки оплавлением | 1988 |
|
SU1606282A1 |
| Способ контроля процесса осадки контактной стыковой сварки оплавлением | 1987 |
|
SU1558606A1 |
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ контроля начала осадки при контактной стыковой сварке | 1981 |
|
SU998049A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
