(54) УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕП
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностного упрочнения деталей | 1982 |
|
SU1013240A2 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ КРУПНЫХ РЕЗЬБ И АРХИМЕДОВЫХ ЧЕРВЯКОВ РОЛИКАМИ | 2011 |
|
RU2516195C2 |
| РОЛИКО-ВИНТОВОЙ МЕХАНИЗМ | 2016 |
|
RU2631096C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433902C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347660C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433903C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2324586C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2409462C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2329135C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2412041C1 |
Изобретение относится к области технологии упрочнения поверхности деталей, работающих в режиме знакопременных и циклических нагрузок.
Известно устройство для наклепа деталей, содержащее корпус, несущий деформирующие элементы и крепежные 1 .
Недостатками устройства являются сложность его изготовления и низкая производительность процесса упрочнения из-за малого количества деформирующих элементов.
Целью иаобретения является устра нение указанных недостатков, упрощение конструкции и повышение интенсивности процесса обработки.
Это достигается тем, что сепаратор устройства выполнен в виде -пружины сжатия, торцы которой закреплены на корпусе, при этом на последнем выполнена винтовая канавка, направление нарезки которой противоположно направлению пружины. Винтовая. канавка может быть выполнена многозаходной.
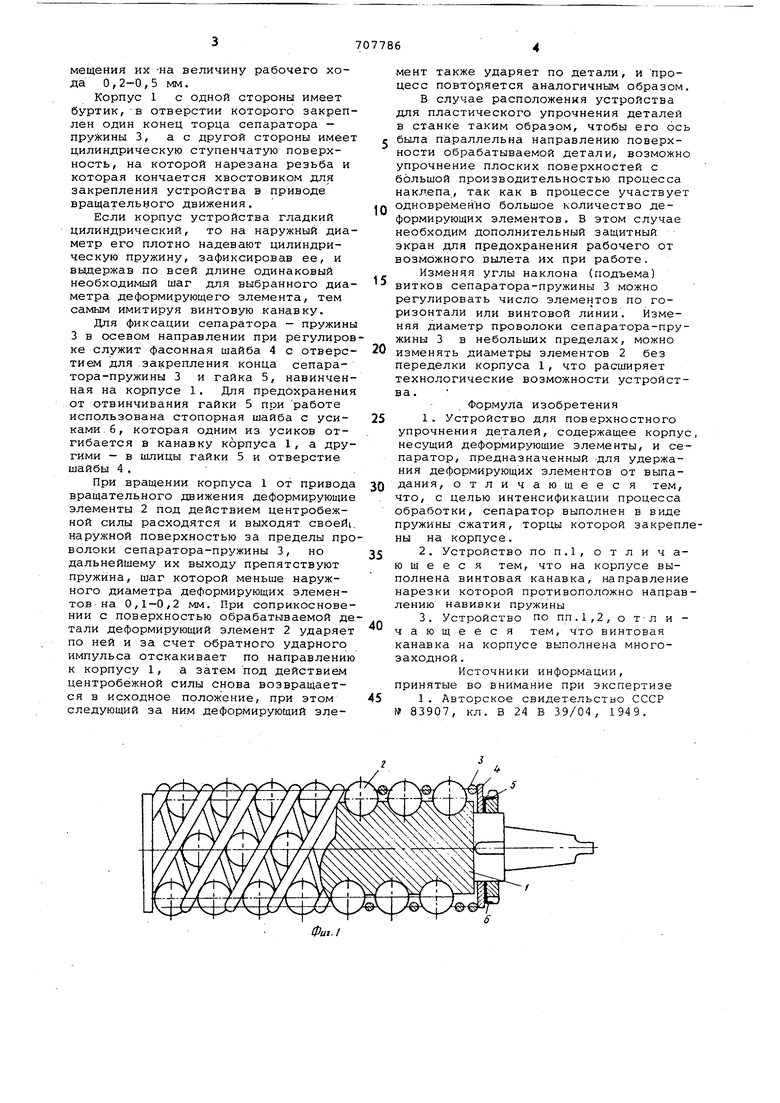
На фиг. 1 схематически изображено устройство для упрочнения с однозаходной винтовой канавкой на
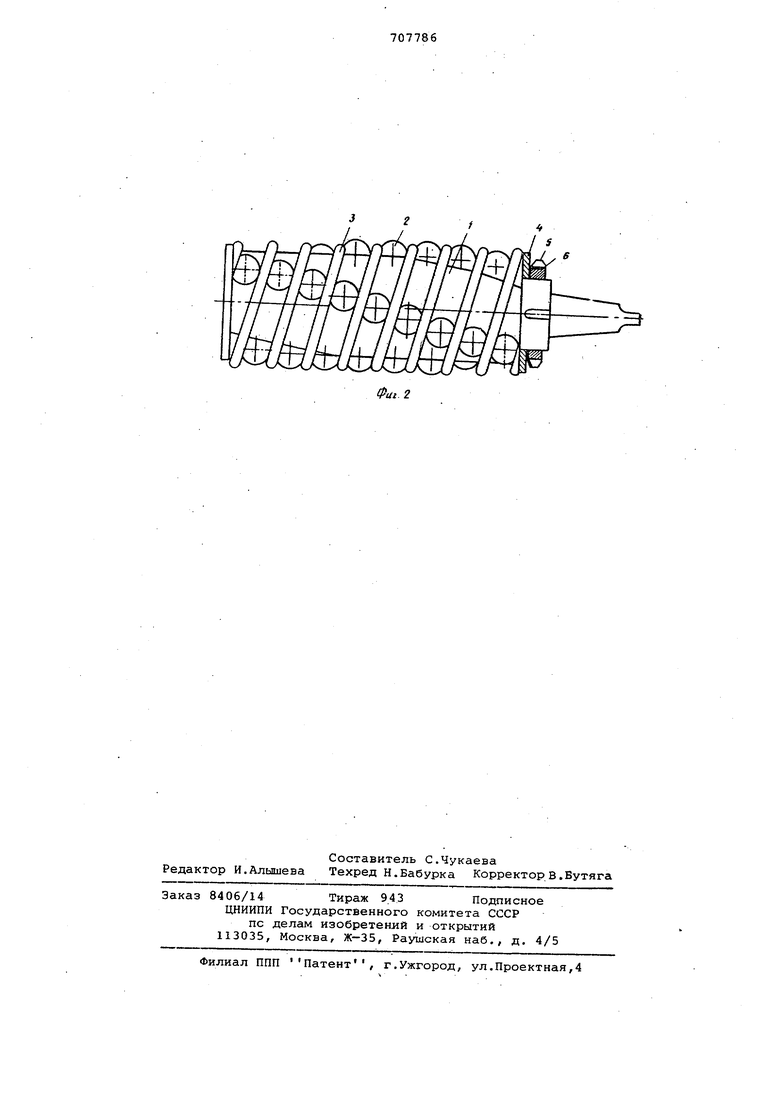
фиг. 2 - то же с многозаходной винтовой канавкой.
Устройство содержит корпус 1, гладкий цилиндрический или с нарезанной на наружном диаметре винтовой канавкой. Число заходов резьбы канав ки может быть однозаходным (фиг.1) и многозаходным (фиг. 2).
На корпусе 1 или во впадинах резьбы канавки расположены деформирующие элементы 2, выпадению которых препятствует сепаратор 3, выполнен.ный в виде пружины сжатия, торцы которой после регулировки жестко закреплены в корпусе 1. Направление навивки сепаратора-пружины 3 противоположно направлению нарезки винтовой канавки корпуса 1, в результате чего деформирующие элементы 2 помещены в ячейках, образованных пересечением витков пружины и поверхностью канавок корпуса. Диаметр проволоки пружины 3 выбирается таким образом, чтобы шаг между витками пружины в рабочем состоянии был на 0,1-0,2 мм меньше диаметра деформирующих элементов 2 и при этом наружный диаметр пружины 3 должен обеспечить возможность радиального перемещения их -на величину рабочего хода О,2-0,5 мм.
Корпус 1 с одной стороны имеет буртик,-в отверстии которого закреплен один конец торца сепаратора - пружины 3, ас другой стороны имеет цилиндрическую ступенчатую поверхность, на которой нарезана резьба и которая кончается хвостовиком для закрепления устройства в приводе вращательного движения.
Если корпус устройства гладкий цилиндрический, то на наружный диаметр его плотно надевают цилиндрическую пружину, зафиксировав ее, и выдержав по всей длине одинаковый необходимый шаг для выбранного диаметра деформирующего элемента, тем самым имитируя винтовую канавку.
Для фиксации сепаратора - пружины 3 в осевом направлении при регулировке служит фасонная шайба 4 с отверстием для .закрепления конца сепаратора-пружины 3 и гайка 5, навинченная на корпусе 1. Для предохранения от отвинчивания гайки 5 при работе использована стопорная шайба с усиками б , которая одним из усиков отгибается в канавку корпуса 1, а другими - в шлицы гайки 5 и отверстие шайбы 4.
При вращении корпуса 1 от привода вращательного движения деформирующие элементы 2 под действием центробежной силы расходятся и выходят своеЙ1. наружной поверхностью за пределы проволоки сепаратора-пружины 3, но дальнейшему их выходу препятствуют пружина, шаг которой меньше наружного диаметра деформирующих элементов на 0,1-0,2 мм. При соприкосновении с поверхностью обрабатываемой детали деформирующий элемент 2 ударяет по ней и за счет обратного ударного импульса отскакивает по направлению к корпусу 1, а затем под действием центробежной силы снова возвращается в исходное положение, при этом следующий за ним деформирующий эле/Л/Н х
мент также ударяет по детали, и процесс повторяется аналогичным образом
В случае расположения устройства для пластического упрочнения деталей в станке таким образом, чтобы его ось была параллельна направлению поверхности обрабатываемой детали, возможно упрочнение плоских поверхностей с большой производительностью процесса наклепа, так как в процессе участвует одновременно большое количество деформирующих элементов. В этом случае необходим дополнительный защитный экран для предохранения рабочего от возможного вылета их при работе.
Изменяя углы наклона (подъема) витков сепаратора-пружины 3 можно регулировать число элементов по горизонтали или винтовой линии. Изменяя диаметр проволоки сепаратора-пружины 3 в небольших пределах, можно изменять диаметры элементов 2 без переделки корпуса 1, что расширяет технологические возможности устройства.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
