сд
оо о
Изобретение относится к металлургии, конкретнее к литью металлов.
Известен шаблон для изготовления монолитной футеровки, содержащий конические секции, установленные одна на другой, с вибровозбудителями и основание.
Шаблон устанавливается основанием на днище ковша,
В процессе работы изготовляется монолитная футеровка стенок ковша, которая доуплотняется вибровозбудителями о Футеровка изготовляется, например методом пластического формования из жидкоподвижных масс.
Основной недостаток указанной . . конструкции заключается в том, что она не позволяет получить монолитную футеровку днища ковша.
Кроме того, резкий переход от основания шаблона к его стенкам создает резкий переход от днища ковша к его стенкам, что снижает срок службы футеровки в этих переходных участках, а сами участки получаются с отбйтостями и трещинами футеровки
В период слзгжбы ковша, когда футеровка подвергается нагреву, наблюдается переход кварца из одной фазы в другую и рост его зерен с увеличением объема на 15-16%, С увеличением объема футеровки в ней возникают термические напряжения, особенно в переходной зоне от днища к стенкам так как толщина футеровки здесь более значительная, чем в других зонах ковша.
Целью изобретения является обеспечение возможности изготовления качественной монолитной футеровки как стенок, так и днища ковша.
Для достижения указанной цели основание шаблона имеет опоры, выполненные в виде виброизолированных стоек, высота которых равна толщине футеровки днища ковша.
При таком конструктивном вьтолнении шаблона обеспечивается зазор между.основанием шаблона и днищем ковша, который в дальнейшем заполняется жидкоподвижной огнеупорной массой. Виброуплотнение футеровки исключает образование ввей пустот, раковин, пузырьков воздуха и.трещин
Вследствие виброизоляции стоек вибрация не передается на корпус ковша, а гасится в стойках.
Для обеспечения возможности изготовления футеровки днища разной по высоте, а также для точной установки шаблона по вертикали стойки выполнены регулировочными по высоте
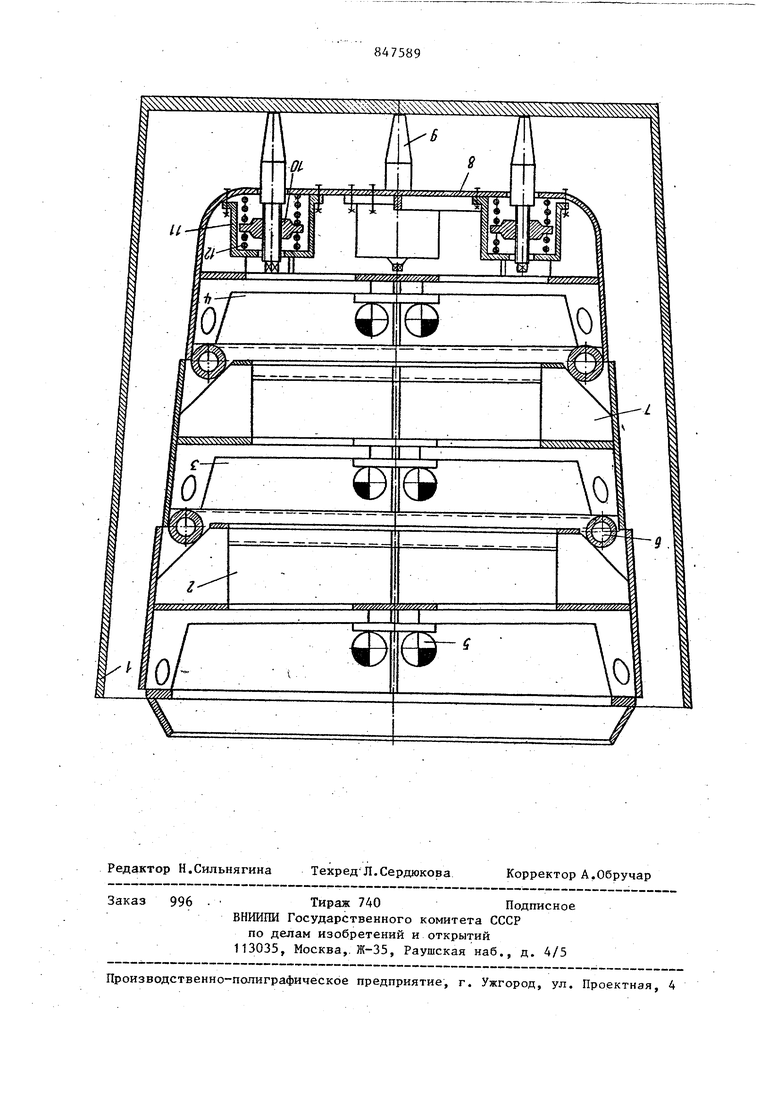
На чертеже, изображен общий вид шаблона.
Шаблон для изготовления монолитной футеровки стенок и днища ковша 1 содержит установленные одна на другой конусообразные секции 2,3 и 4 со смонтированными на них вибровозбудителями 5 (вибраторами), Секции сочленяются между Собой с помощью тел тороидальной формы 6, расположенных на одних концах секций, и вертикальных пластин 7 со скошенными углами, смонтированнь1х нз противоположных концах секций. Нижняя секция 4 имеет основание 8, которое снабжено опорами, выполненными в виде стоек 9, Для регулирования стойки по высоте ее верхняя концевая .часть выполнена в виде винта с квадратной головкой, на который навинчена гайка 10, установленная в корпусе 11„ В корпусе смонтированы пружины 12 для гашения вибрации от вибровозбудителей 5, Нижняя часть стоек вьшолнена конусообразной.
Переход от основания шаблона к его стенкам выполнен плавным сферическим . : Предлагаемая констр ция работает следующим образом.
До монтажа шаблона в ковше с помощью винтов устанавливают необходимую высоту стоек, которая равна заданной толщине футеровки днища ковшао
Затем на днище ковша 1 устанавливают нижнюю секцию 4 шаблона до соприкосновения стоек 9 с днищем ковша.
Поворотом винтов стоек 9 добиваются точной установки нижней секции 4 по вертикальной оси ковша. После выверки нижней секции 4 на нее устанавливают остальные секции 3 и 2, После монтажа шаблона в пространство между внутренней поверхностью боковых стенок ковша и наружной поверхностью секций 2, 3 и 4 шаблона подается огнеупорная масса, которая, поступая вниз, заполняет зазор, образованный основанием нижней секции и днищем ковша. Для равномерного распределения огнеупорной массы по
днищу ковша и облегчения необходимого ее уплотнения вклйчают вибровозбудители 5 нижней секции. По мере заполнения массой всего пространства между секциями шаблона и боковыми стенками ковша поочередно подключают вибровозбудители других вьш1естоящих секций до полного приготовления всей монолитной футеровки ковша, при чем во время работы вибровозбудителей секции шаблона совершают колебательные движения на пружинах 12 относительно неподвижных стоек. Этим обеспечивается дополнительное доуплотнение огнеупорной массы как днища, так и стенок ковша.
После периода твердения футеровки из ковша извлекают все секции шаблона поочередно в обратном порядке, а отверстия в футеровке днища ковша, оставшиеся от стоек, заделывают этой же огнеупорной массой. Конусообразная форма стоек облегчает извлечение нижней секции из ковша.
После извлечения шаблона в переходных участках футеровки от днища к стенкам наблюдается плавное сопряжение по сфере, без отбитостей и . трещин футеровки.
Предлагаемая конструкция шаблона позволяет изготовить как стенки, так и днище ковша с одной установки шаблона. Этим исключается необходимость выкладывания днища вручную ковшевыми изделиями. Механизированное изготовление футеровки днища ковша позволит снизить трудозатраты на единицу продукции на 20-30%.
Кроме, того, данная конструкция обеспечивает повышение качества футеровки за счет дополнительных вертикальных направленных колебаний всего шаблона по пружинам относительно стоек, а также за счет образования плавного перехода в месте сопряжения днища и стенок футеровки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU888394A1 |
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU1021080A1 |
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1983 |
|
SU1088877A1 |
| Шаблон для изготовления футеровки | 1982 |
|
SU1085670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Шаблон для изготовления монолитной футеровки | 1977 |
|
SU737128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |
| Шаблон | 1979 |
|
SU863177A1 |
| Устройство дозировки огнеупорной массы при набивке монолитной футеровки | 1978 |
|
SU996097A1 |
1. ШАБЛОН ДЛЯ ИЗГОТОВЛЕНИЯ МОНОЛИТНОЙ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ, содержапщй секции с вибровозбудителями и основание, о тличающийся тем, что, с целью обеспечения футеровки как стенок, так и днища ковша, основание шаблона снабжено опорами, выполненными в виде виброизолированных стоек, высота которых равна толщине футеровки днища ковша. 2. Шаблон по п. 1, отличающийся -тем, что, с целыо обеспечения изменения толщины футеровки днища ковша и точной установки шаблона по вертикальной оси, стойки выполнены регулируемыми по высоте. §
| УСТАНОВКА ДЛЯ НАБИВКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 0 |
|
SU260836A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
