ено фиксатор ами заданного папожения.
Это позволяет загружать бункер модификатором не за каждым циклом, а один раз на несколько циклов, то существенно повышает производи- . ельность.
Кроме этого, благодаря тому, что загрузкабункера происходит не с внутренней, горячей стороны крышки, а снаружи, улучшаются условия экс- , плуатации и повышается уровень техНИКИ безопасности.
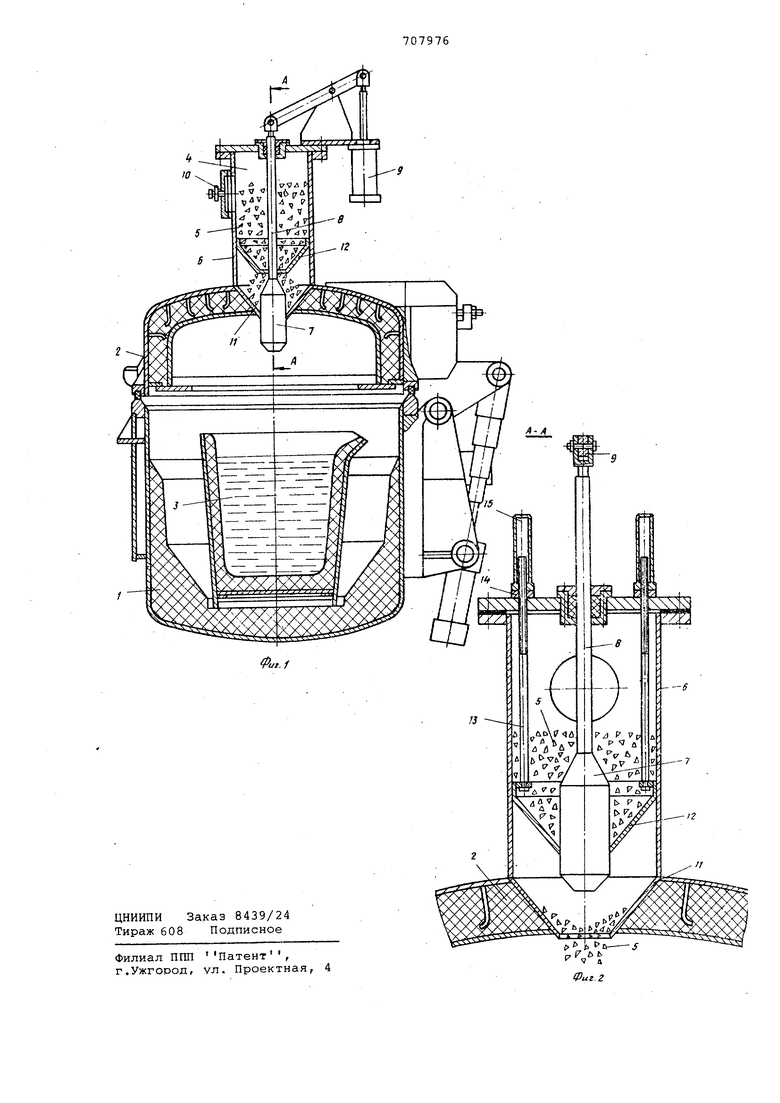
На фиг, 1 изображено предлагаемое стройство в разрезе в положении пеед вводом модификатора; на фиг. 2 сечение А-А фиг.1.5
Устройство для обработки жидкого еталла состоит из камеры 1 с крышкой 2, внутри которой помещается ковш 3 с жидким металлом,20
t
На крышке 2 расположен механизм 4 ввода модификатора 5. Этот механизм состоит из бункера б, клапана 7, соеиненного тягой 8 с рычажным приводом 9. В бункере б имеется загрузочный люк 10 для модификатора 5, нижнее неподвижное днище 11 и промежуточное подвижное днище 12, регулируемое в осевой плоскости бункера б, 30 Для регулировки положения днища 12 по высоте бункера 6 служат шпильки 13, гайки 14 и фиксаторы 15 заданного положения. Как правило, устройства для обработки жидкого метгшла 35 содержат также узел перемешивания металла (на чертежах не показан), тип которого может быть как механический, так и основанный на принципе магнитогидродинамики,40
Устройство работает следующим образом.
Через люк 10 в- бункер б при открытой крьлшке 2 загружается нес- 45 колько оз модификатора 5, после чего люк 10 герметизируется. Ковш 3 с жидким металлом помещается в камеру 1, крышка 2 закрывается. После создания в камере избыточного JO давления включается привод 9 механизма 4 ввода модификатора, клапан 7 поднимается, при этом часть модификатора 5, расположенная между нижним 11 и промежуточным 12 днищами, ее попадает в ковш 3 с жидким металлом, начинается процесс модифицирования, При наличии узла перемешивания начинается перемешивание металла,
По окончании модифицирования крышка 2 открывается, ковш 3 с моди- 60
фицированным металлом извлекается и на его место ставится следующий ковш, крышка 2 закрывается. После этого клапан 7 опускается в нижнее положение, при .этом из верхней части бункера б через кольцевой зазор между отверстием промежуточного днища 12 и тягой 8 следующая доза модификатора 5 попадает в пространство между днищами 11 и 12 ..,Начинается следующий цикл,
Количество циклов соответствует количеству доз модификатора 5 в бункере 6,
При необходимости изменений величины дозы нужно отжать фиксаторы 15 и с помощью гаек 14 -и шпилек 13 выставить на необходимую высоту днище 12,
Применение данного устройства позволяет сократить непроизводительные потери на загрузку модификатора, увеличить производительность на 10%; повысить уровень техники безопасности благодаря загрузке модификатора с наружной стороны камеры, где оператор не подвергается тепловому воздействию; улучшить условия эксплуатации благодаря возможности выполнять одну загрузку модификатора на несколько циклов.
Формула
изобретения
1, Устройство для обработки жидкого металла, содержащее герметичную камеру С ковшом и механизмом ввода модификатора, состоящего из бункера и подвижного относительно него клапана с приводом перемещения, отличающееся тем, что, с целью повышения производительности безопасности и улучшения условий эксплуатации, бункер выполнен с двум днищами со сквозными отверстиями, между которыми расположен клапан, причем объем бункера над промежуточным днищем равен одному или более целому количеству объемов между промежуточным днищем и клапаном,
2i Устройство по п,1, о т л ичающееся тем, что клапан выполнен в виде цилиндра с круглым поперечным сечением,
3, Устройство ПО- п,1, отличающееся тем, что промежуточное днище снабжено фиксаторами заданного положения.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 256791, кл, С 21 С 1/00, 1968 (прототип),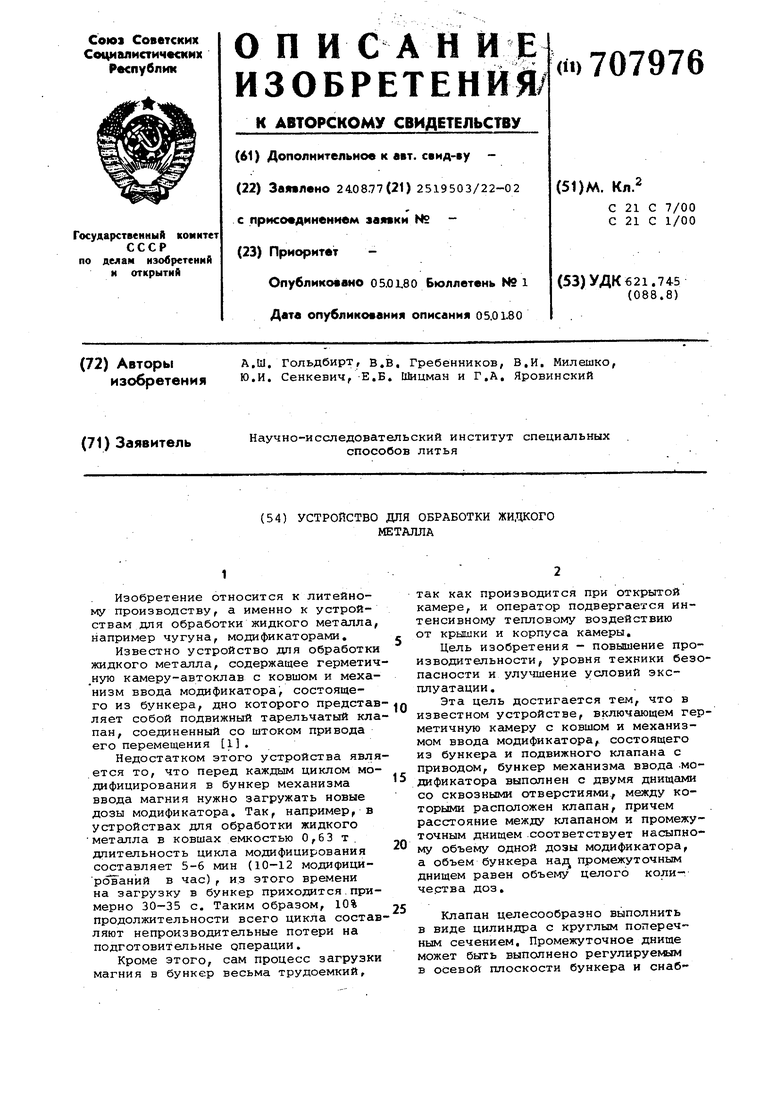
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки жидкого металла модификаторами | 1979 |
|
SU775136A1 |
| Устройство для обработки жидкого металла | 1981 |
|
SU1044637A2 |
| Устройство для обработки жидкого металла модификаторами | 1986 |
|
SU1331894A1 |
| Устройство для ввода модификатора в открытом ковше | 1981 |
|
SU998514A1 |
| Способ модифицирования чугуна и устройство для его осуществления | 1989 |
|
SU1632980A1 |
| Устройство для обработки жидкого металла | 1983 |
|
SU1093705A1 |
| Устройство для дозированной подачи лигатуры в ковш | 1988 |
|
SU1576225A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА | 1972 |
|
SU344000A1 |
| Устройство для внепечной обработки жидкого металла | 1981 |
|
SU965116A1 |
| Устройство для обработки жидкого металла | 1975 |
|
SU522243A1 |