I
Изобретение относится к области литейного производства а именно к устройствам для обработки жидкого металла, например чугуна, модификаторами ,5
Известные конструкции устройства для обработки жидкого металла вклю-. чают герметичную камеру-автоклав в ковшом, крышку, поворачивающуюся вокруг оси и механизм ввода модифи- SO катора 1 , Механизм ввода модификатора преимущественно магния выполнен в виде бункера, дно которого представляет собой подвижный тарельчатый клапан, соединенный со штоком прико- 15 да его перемещения.
Недостатком известного устройства является то, что его применение не позволяет обрабатывать расплав последовательно несколькими различными 20 присадками. Между тем известно, что последовательная, раздельная обработка несколькими реагентами совершенно необходима ггри получении отливок из ряда Бысококачестиенных сплавов. В 25 частности, для изготовления отливок из ЧШГ с необходимыми микроструктурой, физико--механическими и эксплуатационными сиойствами в литом состоянии без отжига исходный чугун необходимо 30
йоследовательно обработать вначале сфероидизирующей присадкой (например, магнием), а затем графитизирующим модификатором (например, ферросилицием, силикокальцием или др.).
Цель изобретения - обеспечение последовательной обработки расплава несколькими модификаторами и повышение производительности и уровня техники безопасности.
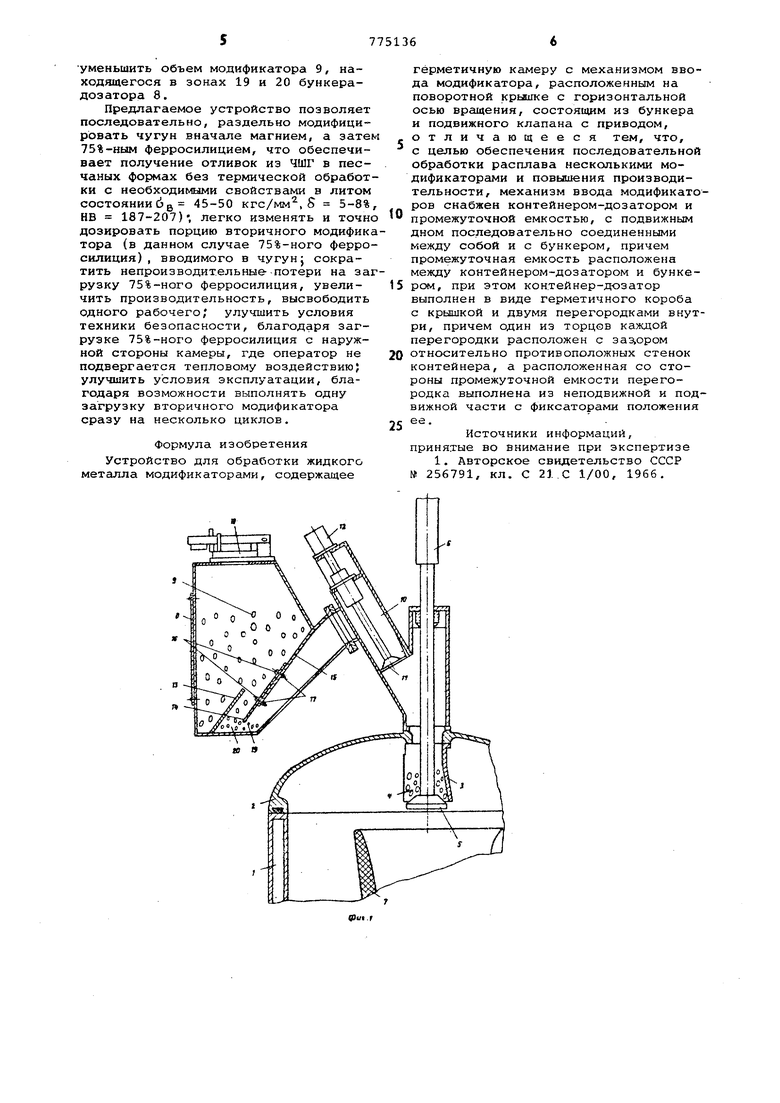
Поставленная цель достигается тем, что известное устройство для обработки жидкого металла модификаторами включаюйше герметичную камеру и механизм ввода модификатора, расположенный на поворотной крыише с горизонтальной осью вргвдения, снабжено контейнеромдозатором с промежуточной емкостью, содержащей подвижное дно, последова- , тельно соединенными между собой и с бункером механизма ввода модификатора так, что промежуточная емкость расположена между контейнером-дозатором, при этом контейнер-дозатор выполнен в виде герметичного короба с крышкой и двумя непересекающимися перегородками внутри, причем один иэ- торцов каждой перегородки расположен с зазором относительно противоположных стенок контейнера, а расположенная со Стороны промежуточной емкости перего родка выполнена из неподвижной и под вижной части с фиксаторами положения последней. Контейнер-дозатор рассчитан на ра мещение в нем нескольких доз вторичн го графитизирующего модификатора. В связи с этим загрузка вторичного модификатора в контейнер-дозатор осуществляется не за каждым циклом моди фицирования, а один раз на несколько циклов модифицирования, что существе но повышает производительность. Кроме того, благодаря тому, что загрузка контейнера-дозатора происходит не с внутренней, нагретой стороны крышки камеры, а снаружи, улучшаются условия эксплуатации и повышается уровень техники -безопасности. На фиг. 1 представлено устройство, общий вид, (крышка камеры находи ся в положении закрыто). На фиг. 2 то же, крышка камеры в положении открыто. Устройство для обработки жидкого металла состоит из камеры 1, крышки 2, бункера 3 для первичного модифика тора 4 с подвижным клапаном 5 и приводом 6 его перемещения. Внутри каме ры 1 размещается ковш 7 с жидким металлом. На поворотной крышке 2 размещен контейнер-дозатор 8 для вторичного модификатора 9, соединенный с промежуточной емкостью 10, снабженной подвижным дном 11 с приводом 12. В контейнере-дозаторе 8 имеются две перегородки; первая неподвижная пере городка 13 и выполненная из двух частей подвижной 14 и неподвижной 15 вторая перегородка. Длтл фиксации подвижной 14 част7Л перегородки относительно неподвижной 15 имеются болты 16 и гайки 17. Емкость 10 снабжена герметизируемым люком 18 с крышкой для загрузки модификатора 9 и доступа для регу лирования положения подвижной 14 час ти перегородки относительно неподвиж ной 15. Внутренняя полость контейнерадозатора 8 делится на зону 19, обра зованную стенками контейнера-дозато ра 8 и подвижной 14 частью перегород ки и зону 20, образованную перегород кой 13, стенкой бункера-дозатора и подвижной. 14 частью перегородки. Устройство для обработки жидкого металла содержит также узел перемешивания металла (на схемах не показан) . Перемешивание металла может осуществляться одним из известных устройств (механическим, электромеханическим или др.). Устройство работает следующим образом. Вначале один раз перед нескольки циклами модифицирования выполняются подготовительные операции. При закрытой крышке 2 через люк 18 в контейнер-дозатор 8 загружаетя несколько доз вторичного модификатора 9, после чего люк 18герметизируется. Модификатор 9 заполняет емкость 10 и располагается в нем, как показано на фиг. 1. При этом объем модификатора 9, находящегося в зоне 19, определяется углом естественного откоса материала модификатора 9 и расположением подвижной 14 . части перегородки относительно стенок бункера-дозатора 8. Далее крышка 2 открывается (поворачивается на 90). При этом модификатор 9, находившийся в зоне 19, и часть модификатора 9 (постоянная для анного расположения перегородок), находившаяся в зоне 20, поступают в промежуточную емкость 10. Таким образом дозируется порция модификатора 9, предназначенная для одного цикла модифицирования. На этом выполнение подготовительных операций закончено и устройство готово для проведения нескольких циклов модифицирования, их число зависит от количества доз модификатора 9 в промежуточной емкости 10. Далее устройство работает следующим образом. При открытой крышке 2 в бункер 3 укладывают модификатор 4 (например, магний). В камеру 1 устанавливают ковш 7 с расплавом и крышка 2 закрывается. После создания в камере 1 избыточного давления включается механизм перемешивания металла в ковше 1. С помощью привода 6 подвижный клапан 5 бункера 3 открывается и модификатор 4 попадает в ковш 7 с метгшлом. Далее в соответствии с циклограммой с помощью привода 12 подвижное дно 11 промежуточной емкости 10 открывается и доза вторичного модификатора 9 попадает в ковш 7 с металлом. По окончании модифицирования чугуЕШ бункера 3 и промежуточная емкость 10 с помощью приводов 6 и 12 закрываются. Избыточное давление в камере 1 снимается. Крышка 2 открывается и ковш 7 с модифицированньгм металлом извлекается из камеры 1. Во время открытой крышки 2 очередная дозированная порция вторичного модификатора 9 поступает в промежуточную емкость 10. Устройство готово к следующему циклу. НсШичие перегородок 13, 14 и 15 позволяет изменять объем дозы вторичного модификатора 9, поступающей в промежуточную емкость 10 и далее в ковш 7 с расплавом. При необходимости изменения величины дозы вторичного модификатора 9 необходимо отжать гайки 17 и изменить положение подвижной части перегородки 14 с тем, чтобы увеличить или
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки жидкого металла | 1977 |
|
SU707976A1 |
| Чайниковый ковш для модифицирования железоуглеродистых сплавов | 1986 |
|
SU1371972A1 |
| Способ модифицирования чугуна и устройство для его осуществления | 1989 |
|
SU1632980A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2016 |
|
RU2637459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Устройство для обработки жидкого металла | 1981 |
|
SU1044637A2 |
| Устройство для обработки жидкого металла модификаторами | 1986 |
|
SU1331894A1 |
| Способ получения чугуна с шаровидным графитом | 1982 |
|
SU1270173A1 |
| Установка для обработки и разливки расплавов | 1977 |
|
SU707975A1 |
| Способ получения высокопрочного чугуна | 1988 |
|
SU1617000A1 |
