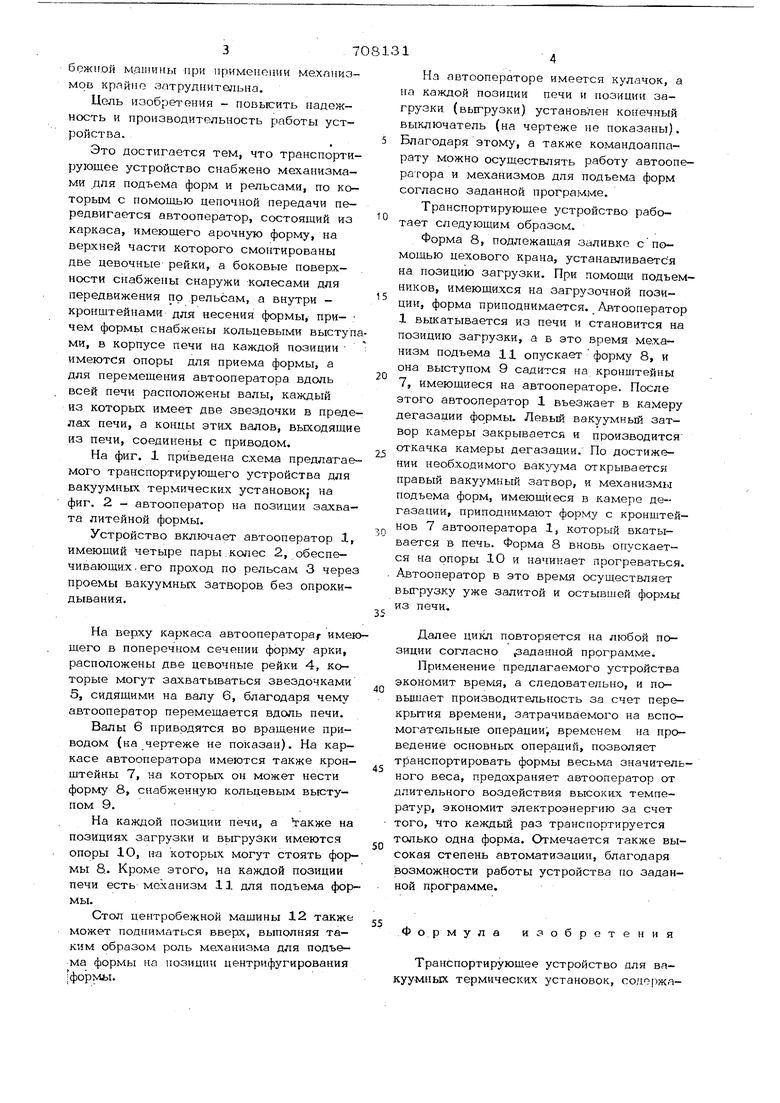
Изобретение относится .к области важуумной металлургии и может быты Использовано в вакуумных плавипьно-разливочных печах для транспортировки литейных форм согласно технологического процесса по заданной программе. Известны вакуумные методические электропечи СКБ-5093 и ОКБ-556, состоящие из камер нагрева и о.хлаждения, загрузочной и разгрузочной шлюзовьк камер с механизмом для вталкивани поддонов внутрь шлюзовой камеры с пос ледующим проталкиванием их в камеру нагрева. Формы для заливки металла ста вятся на футерованные т.ележки, имеющие колеса, и передвигаются по рельсам при помощи реечного толкателя, приводя щегося в движен;те реечной шестерней. Толкательно-таскательный механизм устроен таким образом, что позволяет втащить поддон внутрь камеры, а затем несколькими последовательными движе-. ниями вперед и назад протолкнуть его дз щлюзовой в нагревательную камеру Известны также печи с шагающим подом для нагрева крупных заготовок или слитков. А еханизм шагающего пода (автооператор) состоит из балок, разм-ещенных в щелях пода печи, имеющих возможность приподниматься (опускаться) и получать возвратно-поступательное движение. Бла- годаря этому лежащие на поду печи изделия постепенно перемещаются к разгрузочному концу печи 2. Однако, так как эти механизмы не могут транспортировать отдельные формы, нельзя получить экономию време 1И за счет транспортировки залитой формы во время заливки; очередной формы или другой операции; необходимость футеровать поддоны тележки для транспортирования форм с целью предохранения их от действия высоках температур вызывает усложнение конструкции. На порг мощение форм затрачивают значительную моипюсть, так как все формы перемешаются опно-временно, погрузка форм на стол центро37божи.ой машины при применении ме.хопизмов крайне затруднительна. Цель изобретения - повысить надежность и производительность работы устройства. Это достигается тем, что транспортирующее устройство снабжено механизмами для подъема форм и рельсами, по которым с помощью цепочной передачи передвигается автооператор, состоящий из каркаса, имеющего арочную форму, на верхней части которого смонтированы две цевочные рейки, а боковые поверхности снабжены снаружи колесами для передвижения по .рельсам, а внутри кронштейнами для несения формы, причем формы снабжены кольцевыми выступ ми, в корпусе печи на каждой позиции имеются опоры для приема формы, а для перемещения автооператора вдоль всей печи расположены валы, каждый из которых имеет две звездочки в преде лах печи, а концы этих валов, выходящи из печи, соединены с приводом. На фиг. 1 приведена схема предлагае мого транспортирующего устройства для вакуумных термических установок| на фиг. 2 - автооператор на позиции захвата литейной формы. Устройство включает автооператор 1 имеющий четыре пары.колес 2, обеспечивающих . его проход по рельсам 3 чере проемы вакуумных затворов, без опрокидывания.
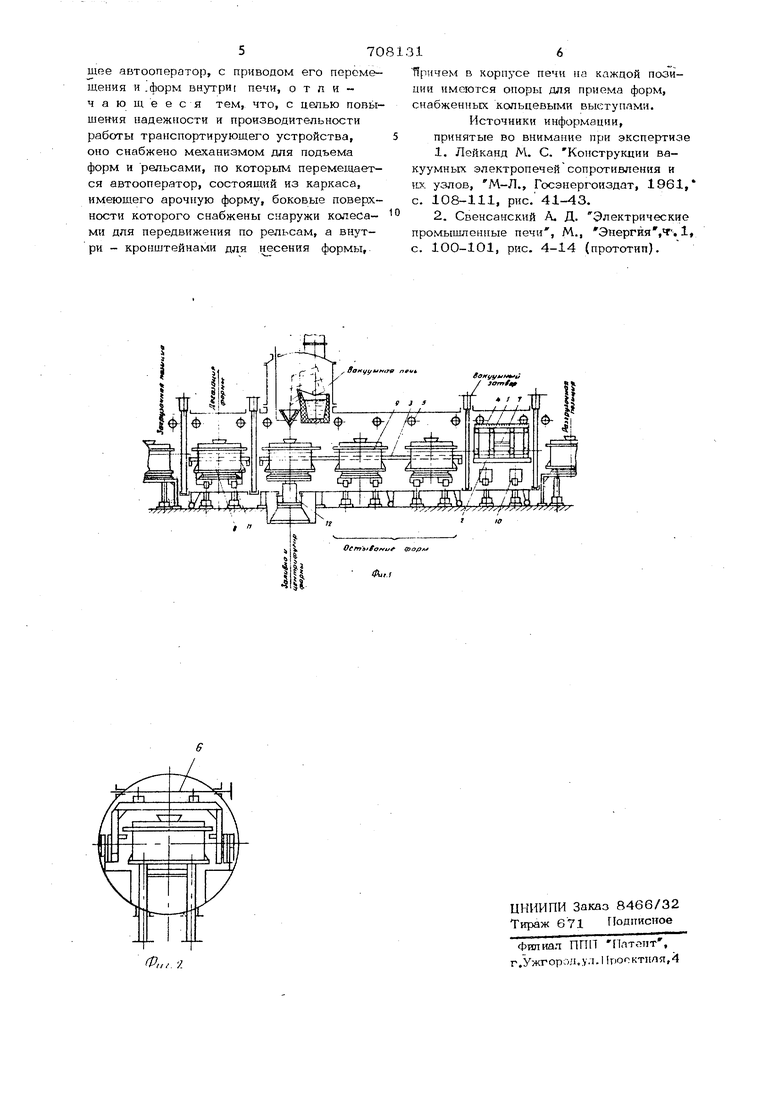
На верху каркаса автооператораг имеющего в поперечном сечении форму арки, расположены две цевочные рейки 4, которые могут захватываться звездочками 5, сидящими на валу 6, благодаря чему автооператор перемещается вдаль печи.
Валы 6 приводятся во вращение приводом (на чертеже не показан). На каркасе автооператора имеются также кронштейны 7, на которых он может нести форму 8, снабженную кольцевым вьгступом 9.
На каждой позиции печи, а гакже на позициях загрузки и вь1грузки имеются опоры Ю, н-а которых могут стоять формы 8. Кроме этого, на каждой позиции печи есть механизм 11 для подъема формы.
Стол центробежной машины 12 также может подниматься вверх, выполняя таким образом роль механизма для подъема формы на позиции центрифугирования |формы.
Далее цикл повторяется на любой позиции согласно |раданной программе.
Применение предлагаемого устройства экономит время, а следовательно, и повышает производительность за счет перекрытия времени, затрачиваемого на вспомогательные операции, временем на проведение осЕЮвньк операций, позволяет транспортировать формы весьма значительного веса, предохраняет автооператор от длительного воздействия высоки.-х температур, экономит электроэнергию за счет того, что каждый раз транспортируется только одна форма. Отмечается также высокая степень автоматизации, благодаря возможности работы устройства по заданной программе.
Формула изобретения
Транспортирующее устройство для вакуумЕ1ЫХ термических установок, содержа1На автооператоре имеется кулачок, а на каждой позиции печи и позиции загрузки (выгрузки) установлен конечный выключатель (на чертеже не показаны). Благодаря этому, а также командоаппарату можно осуществлять работу автооператора и механизмов для подъема форм согласно заданной программе. Транспортирующее устройство работает следующим образом. Форма 8, подлежащая заливке спомощью це.хового крана, устанавливается на позицию загрузки. При помощи подъемников, имеющихся на загрузочной позиции, форма приподнимается. Автооператор 1 выкатывается из печи и становится на позицию загрузки, а в это время механизм подъема Ц опускает форму 8, и она выступом 9 садится на кронштейны 7, имеющиеся на автооператоре. После этого автооператор 1 въезжает в камеру дегазации формы. Левый вакуумный затвор камеры закрывается и производится откачка камеры дегазации. По достижении необходимого вакуума открывается правый вакуумный затвор, и механизмы подъема форм, имеющиеся в камере дегазации, приподнимают форму с кронштейнов 7 автооператора 1, который вкатывается в печь. Форма 8 вновь опускается на опоры 10 и начинает прогреваться. Автооператор в это время осуществляет выгрузку уже залитой и остывшей формы из печи.
570
ише автооператор, с приводом его перемещения и .форм внутри печи, отличающееся тем, что, с цепью повыше ия надежности и производительности работы транспортирующего устройства,
оно снабжено механизмом для подъема форм и рельсами, по которым перемещается автооператор, состоящий из каркаса, имеющего арочную форму, боковые поверхности которого снабжены снаружи колеса- ми для передвижения по рельсам, а внутри - кронштейнами для несения формы,
316
Прячем в корпусе печи на каждой поз иции имеются опоры для приема форм, снабженных кольцевыми выступами.
Источники информации, принятые во внимание при экспертизе
1.Лейканд М. С. Конструкции вакуумньрс электропечейсопротивления и
ttx узлов, М-Л., Госэпергоиздат, 1961, с. 108-111, рис. 41-43.
2.Свенсанский А. Д. Электрические промышленные печи , М., Энергия,г-. 1, с. 100-101, рис. 4-14 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| Автоматизированная линия для получения отливок | 1978 |
|
SU768537A1 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| Линия для эмалирования металлических изделий | 1984 |
|
SU1191488A1 |
| Установка сухого тушения кокса | 1978 |
|
SU1002345A1 |
| Установка для наплавки инструмента в вакууме | 1983 |
|
SU1320014A1 |
| Печь для нагрева тонких заготовок металла | 1991 |
|
SU1803689A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2545979C1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2562188C2 |
