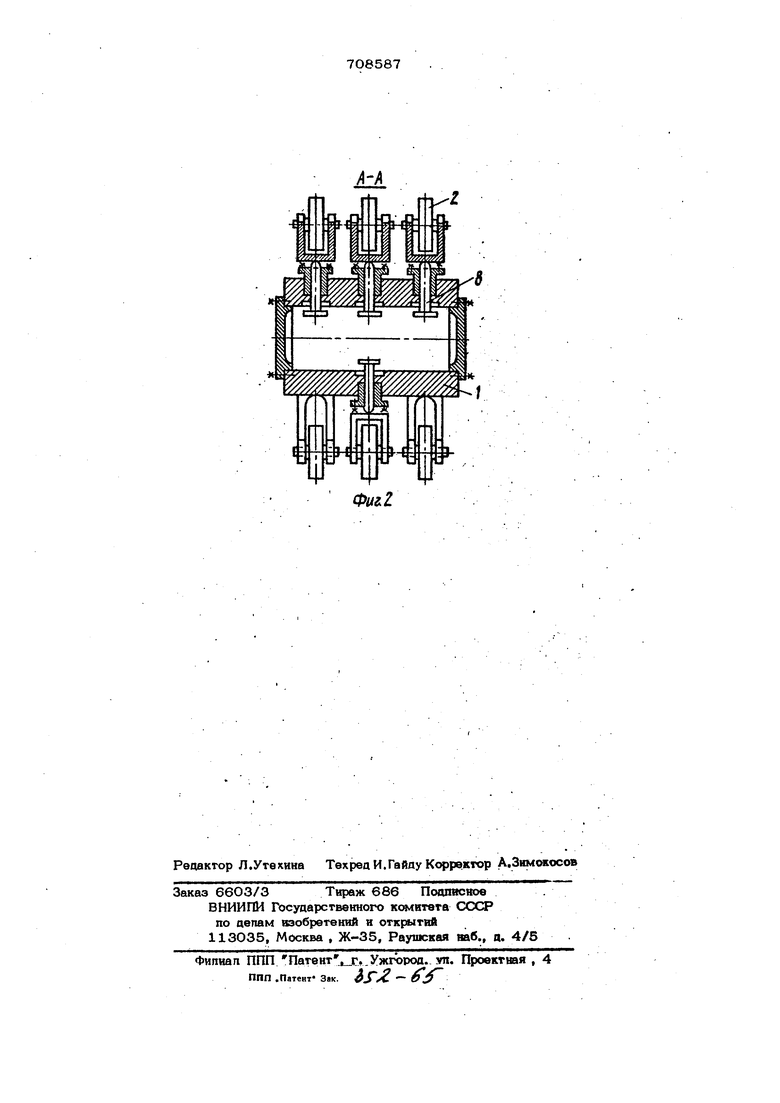
1 ь-обрюгечие относится к обработке металлов давлением, в частности к нагоговпению деталей накаткой, и может быть использовано для рифления прокатны валков непосредственно в клети стана. Известно устройство для рифления прокатных валков, содержащее корпус, ус тановленные на корпусе базовые неподвижные накатные ролики, а гагке механи прижима накатных роликов к валкам Г Такое устройств нельзя использовать для рифления валков, со значительной бочкообразностью дна калибра, которые применяются на ряде блюмингов. Накатные ролики устрой,ства установлены йа одном уровне и не устанавливаются сами в вертикальном направлении. При эксплуатации прокатных клетей неравномерность выработки катаюших поверхностей валков значительна и на блюмингах, например достигает 10 мм. В устройстве в контакт с валками вступают не все накатные ролики, что ведет к снижению .качества рифления, перегрузке отдельных накатных роликов и сокращению срока их службы. Целью изобретения является повышени качества валков с криволинейной образую щей. Поставленная цель достигается за счет того, что в предложенном устройств механизм прижима накатных роликов к валкам выполнен в виде размещенных в корпусе двух силовых цилиндров с плунжерами по числу подвижных накатных роликов и рычагов, шарнирно установленных на корпусе с возможностью контакта с соответствующими плунжерами и связы вающих подвижные накатные Р.ОЛИКИ с корпусом. ,. Установка всех накатных ропиков, на поворотных рычагах (кроме трех нижних базовых) и прижим каждого из них индиви/ альным плунжером обеспечивают I самоустановку этих ропиков в вертикальном направлении. Это позволяет включить в работу все накатные ролики при рифлении прокатных валков, имеющих бочкообразную поверхность дна калибра, а также при рифлении валков с.цилиндрической поверхностью дна калибра при ее неравномерной выработке. На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - разрез АуА на фиг. 1. Усгройсгво содержит корпус 1 и накагные ролики 2, из которых три ниж772 них - базовых установлены непосредственно на корпусе 1, а остальные - на рычагах 3, соединенных с корпусом шарнирнр. В корпусе выполнены-полости 4 к 5 двух многоплунжерных гидроцилиндров, которые сообщаются с насосом каналами 6 и 7. В корпусе смонтированы также плунжеры 8, число которых равно числу подвижных накатных роликов.. Одна половина плунжеров 8 входит в полость 4, а другая - в полость 5. Плунжеры 8 снабжены уплотнениями 9 и направлякицими втулками 1О. Устройство работает следующим образом, Верхний валок 11 рабочей клети прокатного стана поднимается, и устройство устанавливается на нижний валок 12. Валок 11 опускается нажимным устройством клети до контакта с роликак-и 2 или до тех пор, пока зазор, между ними не составит 2-5 мм. В этом положении в полости 4 и 5 по каналам 6 и 7 подается от насоса под давлением рабочая жидкость, которая воздействует на плунжеры Bj проворачивающие рычаги 3 и прижимающие ролики 2 к валкам 11 и 12. Когда давлеше в полостях 4 и 5 достигает заданной величины, а между валками. 11 и 12 и роликами 2 создаются необходимые для рифления усилия, включается привод клети. Валки 11 и 12 начинают вращаться наползучей скорости, и происходит их рифление. При необходимости величину давления в полостях 4 и 5, а следовательно, и усилия рифпешш можно регулировать в процессе работы. Каждый ролик 2 прижимается к поверхности прокатного валка независимо, что обеспечивает возможность нанесен1Й1 рифления как на бочкообразные поверхности дна калибра, так и на калибры с цилиндрической поверхностью дна. По окончании процесса рифления вагьков 11 и 12 отключается их привод, прекращается Подача рабочей жидкости в попости 4 и 5, которые соединяются со сливом. Верхний валок 11 поднимается, и устройство извлекается из клети. Преаложенное устройство позволит наносить рифления на дно калибров, имеющих бочкообразную поверхность, а также повысить качество рифления калибра с цилиндрической поверхностью дна . при ив неравномерном износе.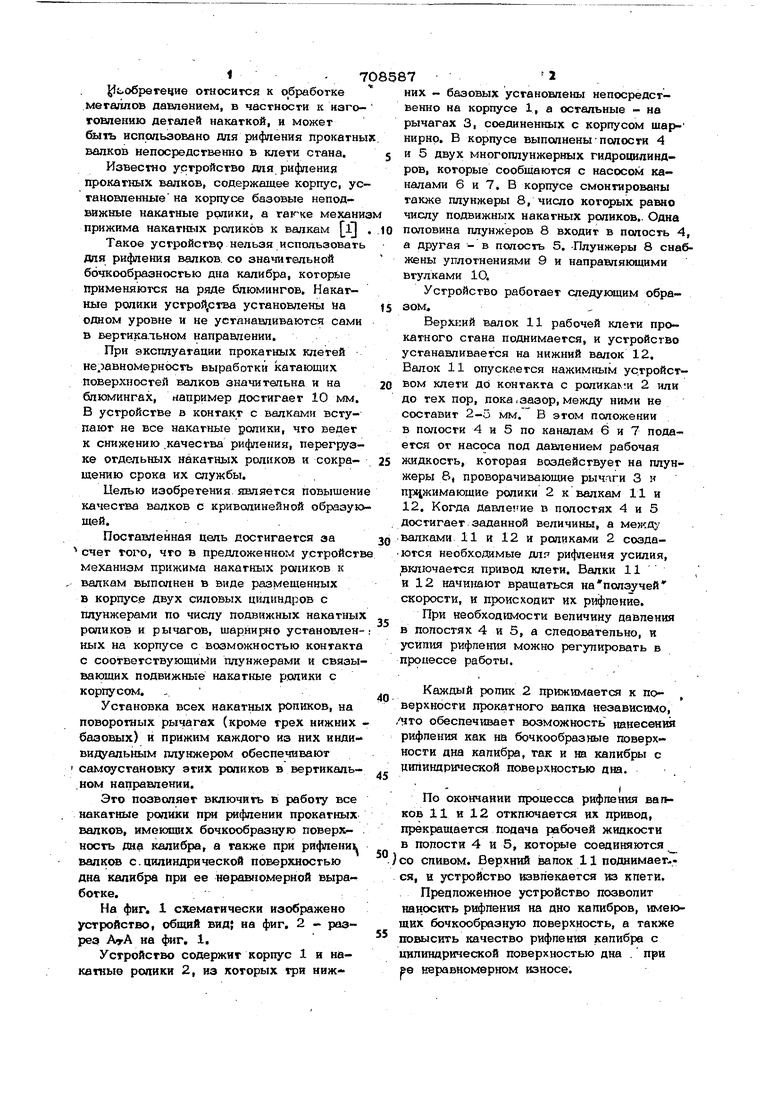
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рифления прокатныхВАлКОВ | 1979 |
|
SU821006A1 |
| Устройство для рифления прокатных валков | 1973 |
|
SU477777A1 |
| Устройство для рифления прокатных валков | 1974 |
|
SU511131A2 |
| Клеть стана винтовой прокатки | 1976 |
|
SU567511A1 |
| Устройство для рифления прокатных валков | 1980 |
|
SU876245A1 |
| Устройство для рифления прокатных валков | 1987 |
|
SU1494997A2 |
| Устройство для рифления прокатных валков, установленных в станине клети | 1977 |
|
SU689773A1 |
| Устройство для рифления валков | 1975 |
|
SU531570A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| Способ горячей прокатки металлов и сплавов | 1991 |
|
SU1801631A1 |
УСТРОЙСТВО ДЛЯ РИФЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ, содержащее корпус, установленные на KopiQrce базовыенеподвижные накатные ролики, подвижные относительно корпуса накатки ролики, а также механизм прижима накатных роликов к валкам, отличающееся тем, что, с целью повышения качества рифления валков с криволинейной обраэую» щей, механизм прижима накатных роликов к валкам выполнен в виде размещенных в корпусе двух силовых цилиндров с плунжерами по числу подвижных накатных роликов и рычагов, шарнирно установленных на корпусе с возможностью контакта с соответствующими плунжерами и связыу вающих подвижные накатные ролики с .^ корпусом.(Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
