(54) УСТРОЙСТВО ДЛЯ РИФЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рифления прокатных валков | 1974 |
|
SU511131A2 |
| Устройство для рифления прокатных валков | 1977 |
|
SU708587A1 |
| Устройство для рифления прокатных валков | 1987 |
|
SU1494997A2 |
| Устройство для рифления прокатных валков | 1973 |
|
SU477777A1 |
| Устройство для рифления прокатных валков | 1980 |
|
SU876245A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| Устройство для рифления прокатных валков | 1980 |
|
SU880592A2 |
| КЛЕТЬ ПРОКАТНОГО СТАНА И СПОСОБ ЕЕ УСТАНОВКИ, СПОСОБ ПРОКАТА С ПОМОЩЬЮ КЛЕТИ | 2013 |
|
RU2578862C1 |
| Клеть стана винтовой прокатки | 1976 |
|
SU567511A1 |
| Устройство для рифления прокатных валков | 1990 |
|
SU1801049A3 |
1
изобретение относится к обработке металлов давлением, а именно к изготовлению деталей с накаткой и может быть использовано для рифления прокатных валков непосредственно в клети стана.
Известны устройства для рифления прокатных валков, предназначенные для использования в клетях с мощными нажимными устройствами, способными создать между накатными роликами и валками клети, необходимые для накатки усилия. Эти устройства успешно эксплуатируются на ряде блюмингов fj .
Известно устройство для рифления прокатных валков, содержащее/ установленные в корпусе неподвижную и подвижную каретки с размещенными в них на расстояниях верхними и нижними накатными роликами, количество которых в одной из кареток больше: , чем в другой 23 .
Недостатком известных устройств является недостаточная эксплуатационная стойкость накатных роликов, возникающая в основном вследствие нерав номерного распределения действующих на них усилий.
Во всех известных устройствах межосевые расстояния между верхними и нижними накатными роликами, размещенными в неподвижной каретке, и накатньзми роликами, размещенными в подвижной относительно корпуса каретке,
выполнены одинаковыми.
# . .
Верхние накатные ролики, размещенные в верхних частях обеих кареток и производящие рифление (накатку) верхнего валка прокатной клети, и нижние накатные ролики, размещенные в нижних частях кареток и производящие рифление нижнего валка прокатной клети, установлены в шахматном пор5щке. Для уравновешивания устройства относительно вертикальной плоскости, проходящей через продольную ось его Ktopnyса, накатные ролики расположены симметрично относительно указанной плоскости. G каждым прокатным вгшком может взаимодействовать только нечетное число накатных ролякоз
3, 5, 7,9,
где число роликов, установленные на верхней или нижней части
30 одной каретки;
По- число роликов, установленных
на верхней или нижней части другой каретки;
при этом П По+1.
.Таким образом, на одной из кареток (безразлично какой) всегда устанавливается на два накатных ролика больше чем на другой. В связи с тем,, что межосевые расстояния между верхними и нижними роликами выполнены в известных устройствах одинаковыми, при использовании этих устройств возникает неравномерное распределение действующих на накатные ролики усилий. Чем меньше ширина накатываемого калибра, а следовательно, и количество накатных роликов устройства, тем более неравномерно распределяются усилия между накатными роликами. В случае, когда необходимая ширина накатки составляет 250 мм, а ширина каждого накатного ролика равна 50 мм, устройство имеет накатных роликов. Половина этих роликов п взаимодействуе с верхним валком, а половина с нижним, в одной из кареток размещено шесть накатных роликов (три сверху и три снизу), а во второй каретке четыре накатных ролика (два сверху и два снизу), При установке такого устройства в прокатную клеть углы, между вертикальной плоскостью, проходящей через продольные оси прокатных валков, и плоскостями, проходящими через продольную ось валка и рсь вращения верхних или нижних групп накатных роликов, одинаковы. Следовательно, и усилия, действующие между группами накатных роликов и валками, будут одинаковыми. Однако в одном случае это усили приходится на три накатных ролика, а в другом только на два. Следовательно, меньшая группа накатных роликов воспринимает та.кое же усилие, как и большая, а каждай из роликов меньшей группы оказывается в этом случае нагруженным в полтора раза больше, что приводит к уменьшению эксплуатационной стойкости накатных роликов. Цель изобретения - повышение эксплуатационной стойкости накатных роликов путем равномерного распределения действующих на .них нагрузок. Указанная цель достигается тем, что расстояния между верхними и нижними накатными роликами неподвижной и подвижной кареток обратно пропорциональны количеству размещенных в «их накатных роликов.
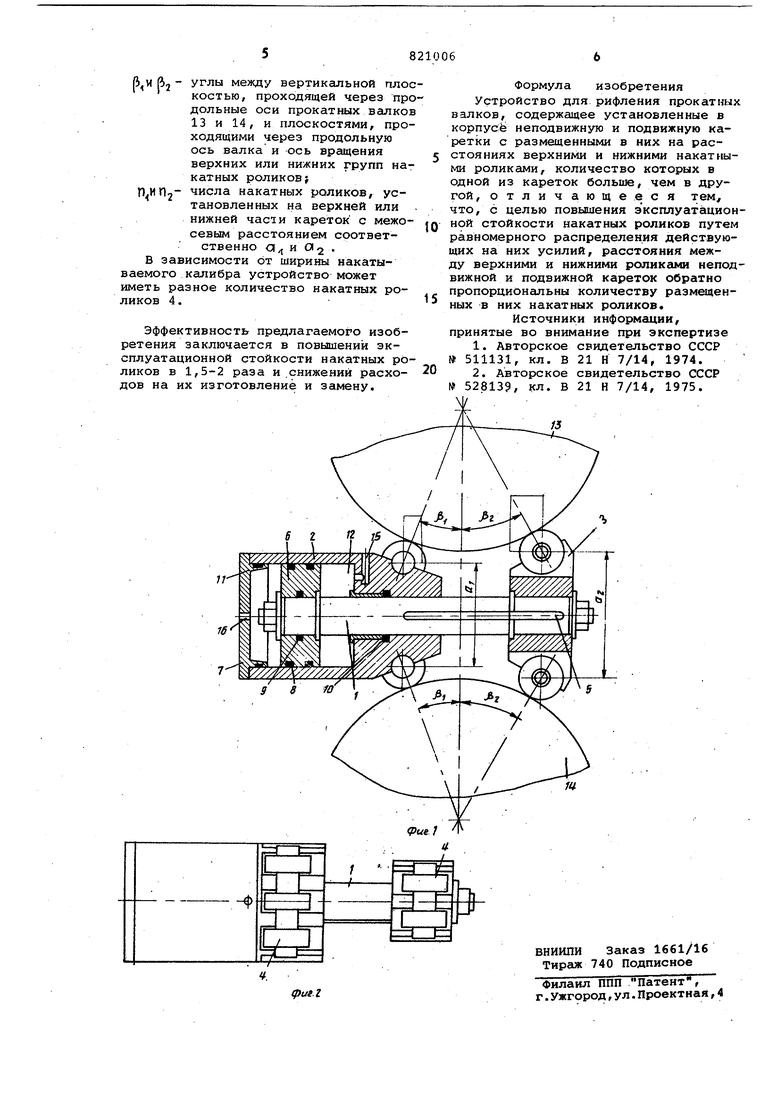
На фиг.1 схематически изображено устройство, общий вид; на фиг. 2 - т же, вид сверху.
Устройство для рифления прокатных валков содержит корпус 1 с неподвижной 2 и подвижной 3 каретками, на которых размещены накатные ролики 4, причем в одной из кареток размечено роликов больше, чем в другой, направляющую шпонку 5, поршень б, крышк 7, уплотнения 8-11, направляющую втулку 12, а также крепежные и стопорящие детали. Корпус 1 выполнен в виде штока поршневого гидроцилиндра, а подвижная каретка 3 - в виде корпуса этого гидроцилиндра. Величины мехсосевых расстояний а и d между верхними и нижними накатными роликам размещенными в каретках 2 и 3, выполнены в обратно пропорциональной зависимости от количеств размещенных в них накатных роликов.
Устройство работает следующим образом.
Верхний валок 13 рабочей клети прокатного стана поднимается, и устройство устанавливается на нижний валок 14. После этого верхний валок 13 опускается с помощью нажимного устройства клети до контакта с накатными роликами 4. В этом положение в штоковую полость устройства через канал 15 подводится от насоса рабочая жидкость, а поршневая полость устройства соединяется со сливной магистралью через канал 16. Когт да давление рабочей жидкости в штоковой полости устройства достигает заданной величины, а между валками 13 и 14 и накатными роликами 4 возникают необходимые для рифления усилия, включается привод клети. Валки
13и 14 начинают вращаться на ползучей скорости и происходит их накатка. При необходимости величину давления в штоковой полости, усилия величины .давления в штоковой полости а следовательно и усилия накатки, можно регулировать в процессе работы После окончания накатки валков 13 и
14отключается привод клети. Штоковая полость устройства соединяется со сливом, а давление подводится в поршневую полость, и подвижная каретка 3 отводит размещенные на ней накатные ролики 4 от Всшков. После этого верхний валок 13 поднимается, устройство извлекается, и клеть готова
к работе.
Благодаря тому, что в предлагаемом устройстве межосевые расстояния СХ, и верхними и нижними накатными роликаг и 4, размещенными в не.подвижной каретке 2 и подвижно установленной каретке 3 выполнены разными, а величины этих расстояний обратно пропорциональны количествам рамещенных в них роликов, при набЛкщается следующая зависимость:
а sinfii rva
р2 л-1 где а - межосевое расстояние между
верхними и нижними накатным роликами одной из кареток; 02- межосевое расстояние между верхними и нижними накатными роликами второй каретки;
