(54) ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ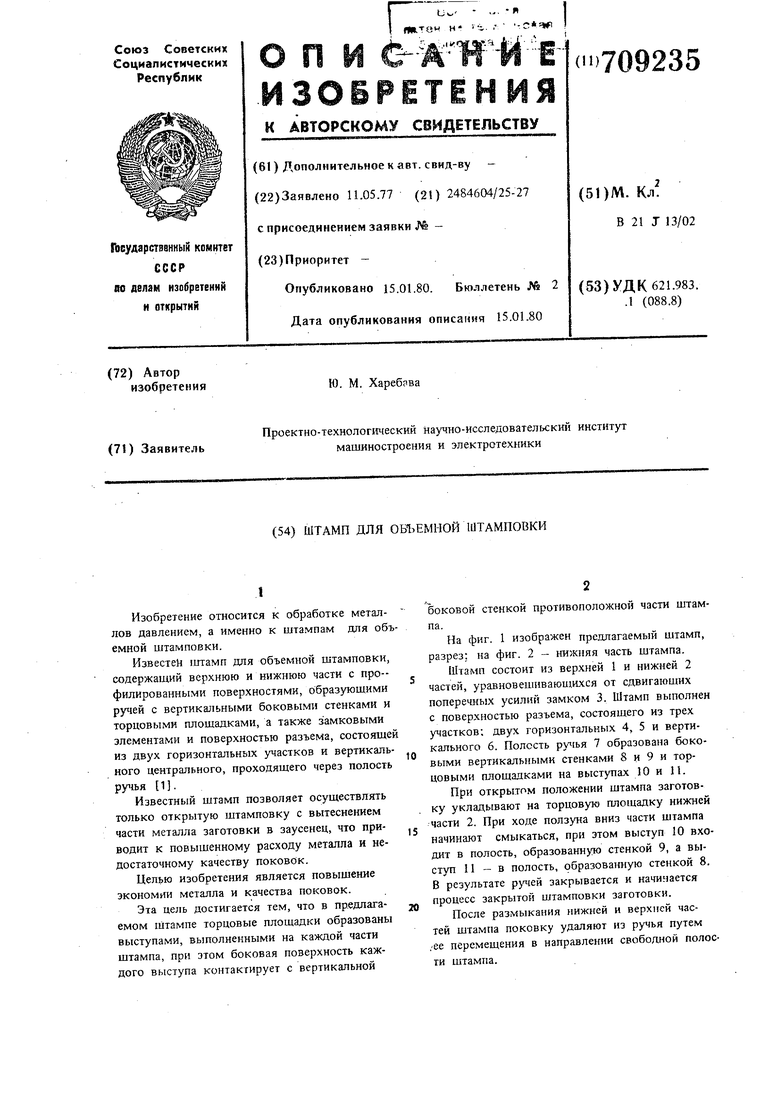
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для объемной штамповки | 1973 |
|
SU593799A1 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1988 |
|
SU1569072A1 |
| Штамп для горячей объемной штамповки поковок | 1989 |
|
SU1828779A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1579623A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1338951A2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
1
Изобретение относится к обработке металлов давлением, а именно к штампам для объемной штамповки.
Известен штамп для объемной штамповки, содержащий верхнюю и нижнюю части с про-филированными поверхностями, образующими ручей с вертикальными боковыми стенками и торцовыми площадками, а также замковыми злементами и поверхностью разъема, состояшей из двух горизонтальных участков и вертикального центрального, проходящего через полость ру11ья 11.
Известный штамп позволяет осуществлять только открытую штамповку с вытеснением части металла заготовки в заусенец, что приводит к повышенному расходу металла и недостаточному качеству поковок.
Целью изобретения является повышение зкономии металла и качества поковок.
Эта цель достигается тем, что в предлагаемом Штампе торцовые площадки образованы выступами, выполненными на каждой части штампа, при этом боковая поверхность каждого выступа контактирует с вертикальной
боковой стенкой противоположной части штампа.
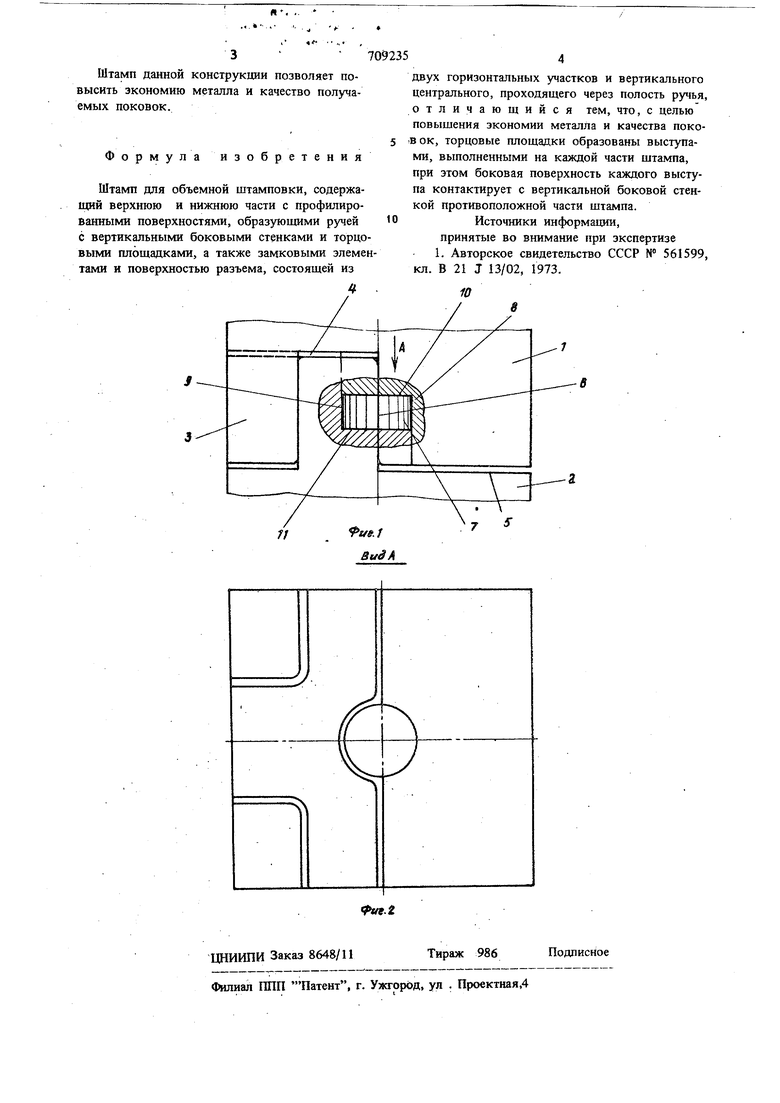
На фиг. 1 изображен предлагаемый штамп, разрез; на фиг. 2 - нижняя часть штампа.
Штамп состоит из верхней 1 и нижней 2 частей, уравновешивающихся от сдвигающих поперечных усилий эамком 3. Штамп выполнен с поверхностью разъема, состоящего из трех участков; двух горизонтальных 4, 5 и вертикального б. Полость ручья 7 образована боковыми вертикальными стенками 8 и 9 и торцовыми площадками на выступах 10 и 11.
При открытом положении штампа заготовку укладывают на торцовую площадку нижней части 2. При ходе ползуна вниз части штампа начинают смыкаться, при зтом выступ 10 входит в полость, образованную стенкой 9, а выступ 11 - в полость, образованную стенкой 8. В результате закрывается и начинается процесс закрытой штамповки заготовки.
После размыкания нижней и верхней частей штампа поковку удаляют из ручья путем /ее перемещения в направлении свободной полости штампа.
