Изобретение относится к области металлообработки и может быть исполь зовано при обработке металлов резанием на станках токарной и сверлильно-расточной групп, Известен способ дробления стружки по которому каждый цикл стружкообразования имеет два периода: первый соответствует обычному непрерывнсму резанию с подачей, сообщаемой стан.. ком, второй - выходу инструмента из зоны резания благодаря его остановке на определенный настраиваемый заранее промежуток времени (дискретный способ). При каждсм изменении подачи или. упругих отжатий системы СПИД необходимо изменять этот промежуток времени. Иначе, либо прекратится процесс дробления стружки (в случае, если время остановки инструмента будет мало), либо произойдет потеря в про изводительности 1 . Известен также способ кинематичес кого дробления стружки, по которому инстр менту от устройства сообщают дополнительные колебательные движения в направлении подачи (вибрацион ный способ) . Каждый цикл движения инструмента состоит при этом иь дву периодов: движения в направлении подачи, когда скорость движения подачи и дополнительного перемещения с складываются и движения инструмента со скоростью, равной разности скоростей подачи и дополнительного перемещения. Недостатком известных способов является необходимость перенастройки амплитуды колебаний инструмента или времени его остановки при изменении режимов резания, что снижает надежность дробления стружки. Цель изобретения - повышение надежности дробления стружки. Это достигается тем, что по предлагаемому способу измеряют усилия резания датчиксаи. Задающий механизм предварительно настраивают на такую величину усилия резания, при которой происходит отделение отрезка стружки, например, на нулевое значение, а уменьшение величины подачи исполнительным механизмом осуществляют до тех пор, пока усилие резания не достигнет предварительно настроенной величины. По предлагаемому способу цикл резания состоит из двух периодов. Резание в первом периоде может происходить по одному из перечисленных выше способов. Это может .быть резание с основной подачей (дискретный способ) и резание с подачей, равной сумме двух подач: основной и дополнительной (вибрационный способ) . Первый период длится до определенного момента времени, зависящего от частоты цикла дробления стружки или до определенного, постоянно зафиксироранного относительно суппорта, поло|кения инструмента. Второй период рывод инструмента из зоны резания, 1роисходит из-за остановки инструмента относительно станины станка на определенный, предварительно настроенный, промежуток времени или из-за изменения величины и направления дополнительной подачи.
Но в обоих случаях уменьшение величины подачи исполнительным механизмом осуществляют до тех пор, пока усилие резания не достигнет предварительно настроенной величины.
Для осуществления описываемого способа необходимо
предварительно настроить задаквдий механизм устройства на такое значение силы резания, при которой происходит отделение отрезка стружки при выводе режущего инструмента из зоны резания, сообщить инструменту движение в направлении подачи (первый период),
в момент достижения резцсм определенного положения относительно суппорта (или определенного момента времени) начать вывод инструмента из зоны )резания,
вывод инструмента из зоны резания производить до момента достижения силой резания такого значения, на которое настроен задающий механизм, пере ключающий исполнительный механизм на йачало следующего цикла стружкообразования.
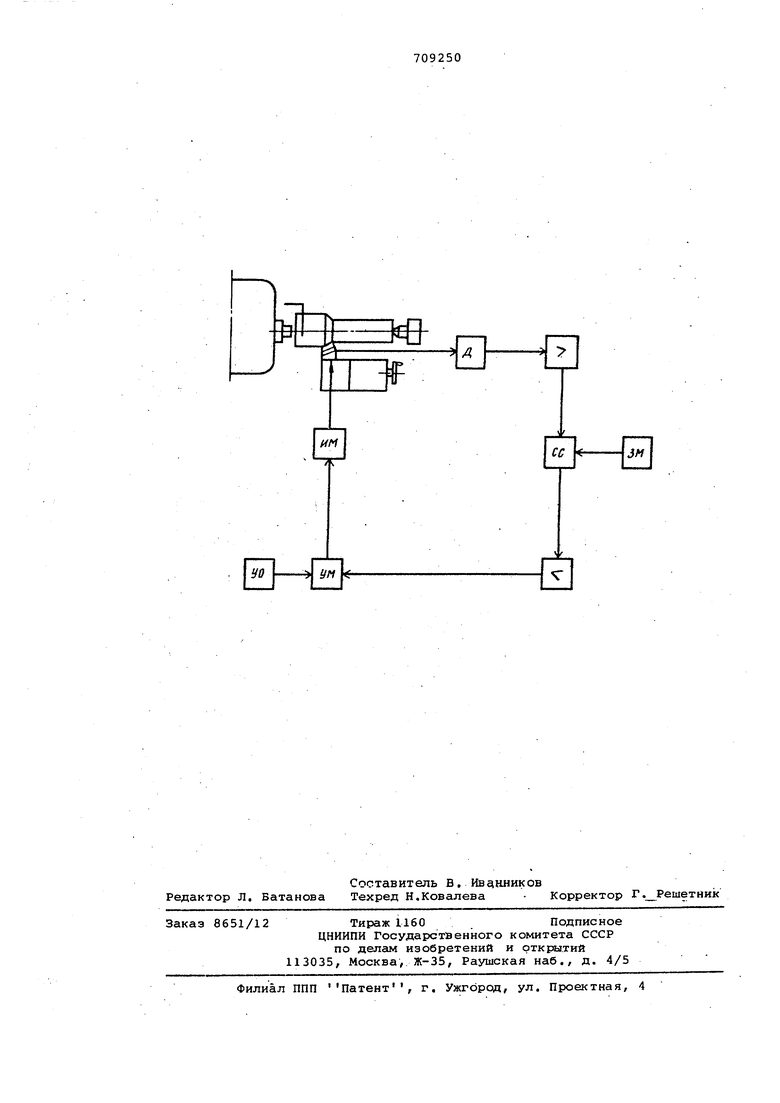
На чертеже показана блок-схема устройства для дробления стружки по пред лагаемому способу,.
Первый период соответствует резанию с подачей, например, равной сумме двух подач - основной и дополнительной, сообщаемой от устройства для дробления стружки,:до определенного фиксированного положения, после
чего устройство, управляющее отводом инструмента из зоны резания, УО, установленным, например, нашпинделе станка, подает сигнал управляющему механизму УМ на вывод режущего инструмента из зоны резания, а уменьшени величины подачи исполнительным механизмом осуществляют до тех пор, пока усилие резания не достигнет предварительно настроенной величины. Датчик Д., измеряющий силу резания, подает в виде электрического сигнала через усилитель значения действующей силы резания в сравнивающее устройство СС где происходит сравнение величины полученного сигнала с предварительно настроенным значением. В момент совпадения по величине измеряемой датчиком Д силы резания и предварительно настроенной задаквдим механизмом ЗМ величины, сравнивающее устройство СС подает сигнал через усилитель в управляющий механизм УМ, который переключает исполнительный механизм ИМ, на начало нового цикла резания.
Описываемый способ обеспечивает
надежное дробление стружки с изм.еняющимися режимами обработки.
Формула изобретения
Способ кинематического дробления стружки, сопровождающийся периодическим изменением величины подачи инстр|умента с помсяцью задающего и исполнительного механизмов, о т л ичающийс я тем, что, с целью повышения надежности дробления стружки, осуществляют измерение усилия резания датчиком,,задающий механизм предварительно настраивают на такую величину усилия резания, при которой происходит отделение отрезка стружки, например, на нулевое значение, а.уменьшение величины подачи исполнительным механизмом осуществляют до тех пор, пока усилие резания не достигнет предварительно настроенной величины.
Источники информации, принятые во внимание при экспертизе
1, Лавров Н.К. Завивание и дробление стружки в процессе резания , Машиностроение М,, 1971, с. 44.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки | 1979 |
|
SU831382A1 |
| Способ обработки материалов сдРОблЕНиЕМ СТРужКи и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU806260A1 |
| Способ адаптивного управления вибрационным точением | 1986 |
|
SU1353582A1 |
| Способ кинематического дробления стружки | 1982 |
|
SU1038079A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство для кинематического дробления стружки | 1975 |
|
SU564099A1 |
| СПОСОБ КИНЕМАТИЧЕСКОГО ДРОБЛЕНИЯ СТРУЖКИ | 1971 |
|
SU294672A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| Гидравлический привод исполнительного органа металлорежущего станка | 1982 |
|
SU1021567A1 |
| Дискретный привод подач токарных станков | 1972 |
|
SU440235A1 |