(54) ПРОТЯЖНОЙ СТАНОК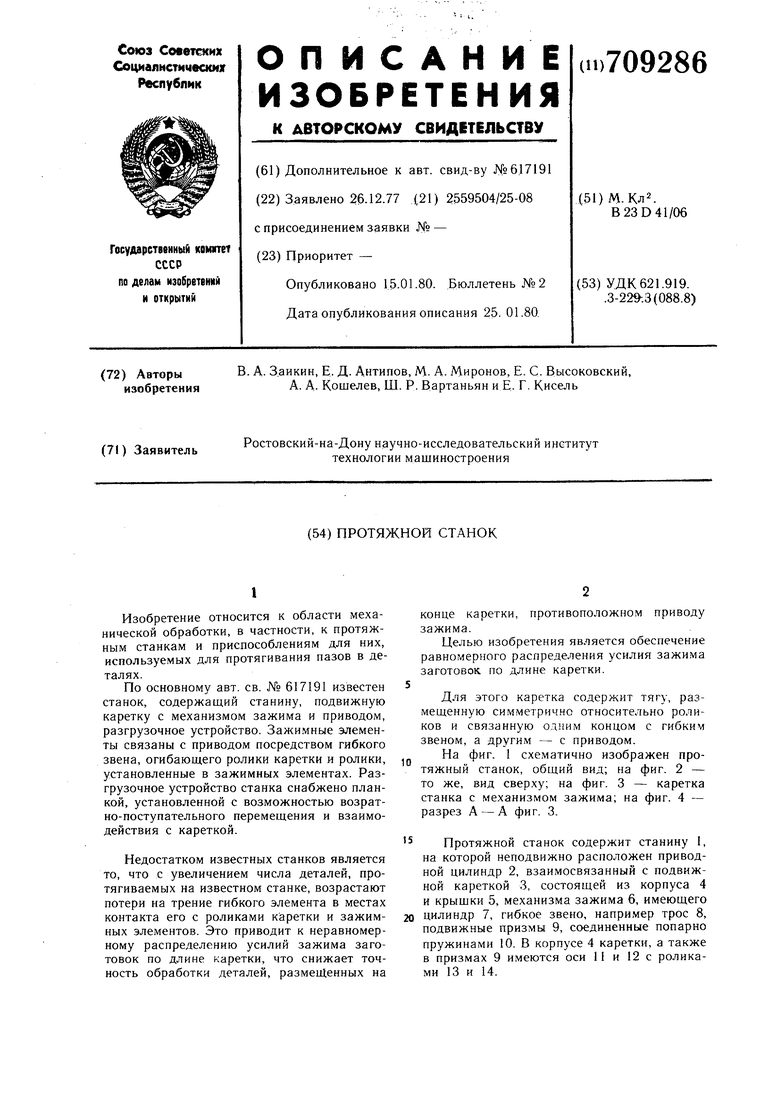
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной станок | 1980 |
|
SU865560A2 |
| Протяжной станок | 1979 |
|
SU856694A2 |
| Протяжной станок | 1979 |
|
SU782966A2 |
| Протяжной станок | 1979 |
|
SU850335A2 |
| Протяжной станок | 1980 |
|
SU891262A1 |
| Протяжной станок | 1976 |
|
SU617191A1 |
| Протяжной станок | 1980 |
|
SU865561A2 |
| Устройство к протяжному станку | 1979 |
|
SU829357A1 |
| Протяжной станок | 1981 |
|
SU1161285A1 |
| ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА | 1997 |
|
RU2162770C2 |
I
Изобретение относится к области механической обработки, в частности, к протяжным станкам и приспособлениям для них, используемых для протягивания пазов в деталях.
По основному авт. св. № 617191 известен станок, содержащий станину, подвижную каретку с механизмом зажима и приводом, разгрузочное устройство. Зажимные элементы связаны с приводом посредством гибкого звена, огибающего ролики каретки и ролики, установленные в зажимных элементах. Разгрузочное устройство станка снабжено планкой, установленной с возможностью возратно-поступательного перемещения и взаимодействия с кареткой.
Недостатком известных станков является то, что с увеличением числа деталей, протягиваемых на известном станке, возрастают потери на трение гибкого элемента в местах контакта его с роликами каретки и зажимных элементов. Это приводит к неравномерному распределению усилий зажима заготовок по длине каретки, что снижает точность обработки деталей, размещенных на
конце каретки, противоположном приводу зажима.
Целью изобретения является обеспечение равномерного распределения усилия зажима заготовок, по длине каретки.
Для этого каретка содержит тягу, размещенную симметрично относительно роликов и связанную концом с гибким звеном, а другим - с приводом.
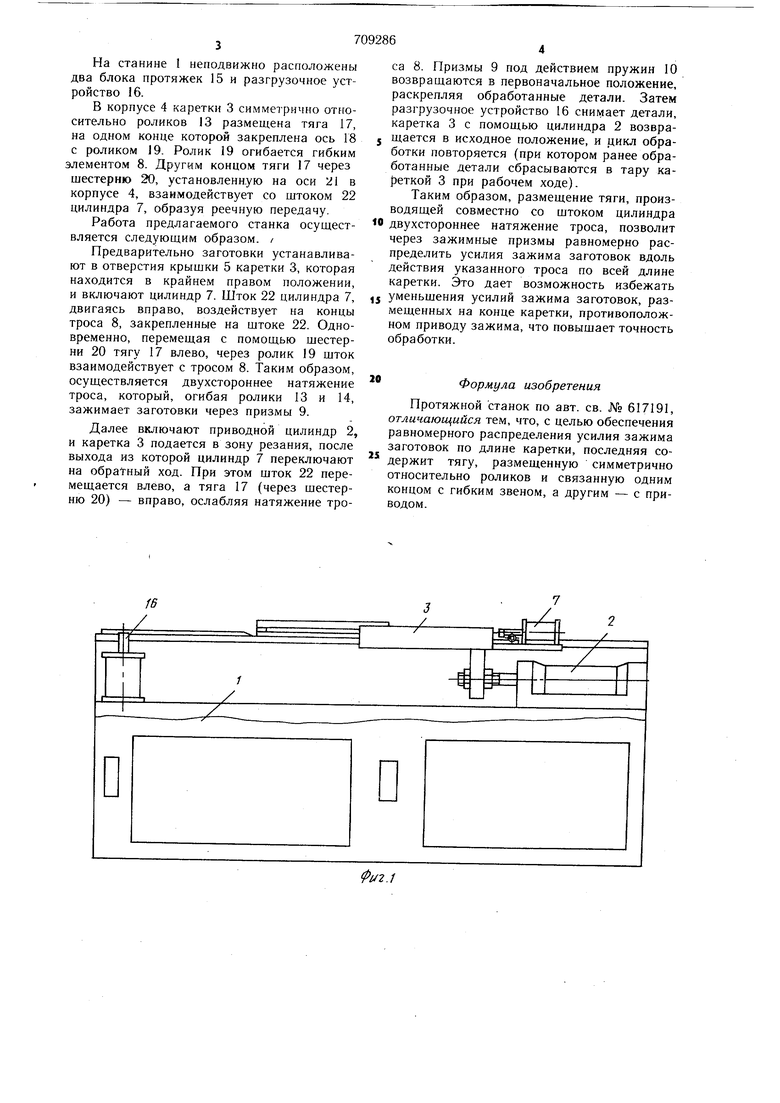
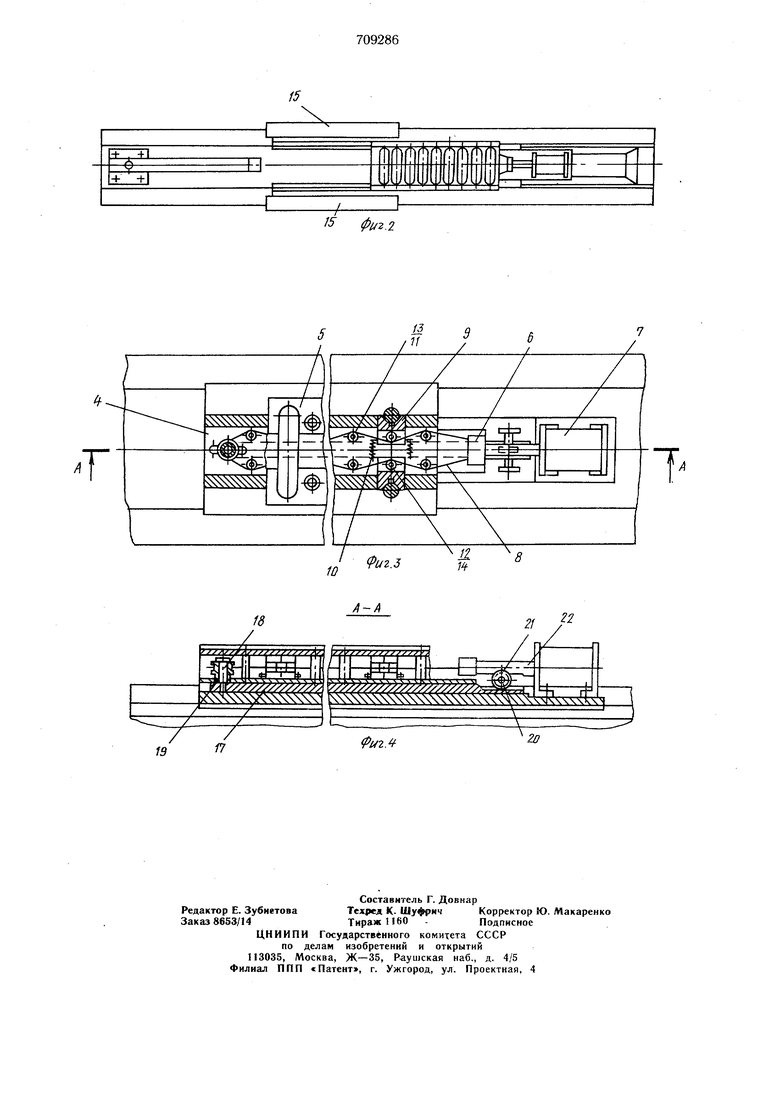
На фиг. 1 схематично изображен протяжный станок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - каретка станка с механизмом зажима; на фиг. 4 - разрез А - А фиг. 3.
Протяжной станок содержит станину 1, на которой неподвижно расположен приводной цилиндр 2, взаимосвязанный с подвижной кареткой 3, состоящей из корпуса 4 и крышки 5, механизма зажима 6, имеющего
цилиндр 7, гибкое звено, например трос 8, подвижные призмы 9, соединенные попарно пружинами 10. В корпусе 4 каретки, а также в призмах 9 имеются оси П и 12 с роликами 13 и 14.
На станине 1 неподвижно расположены два блока протяжек 15 и разгрузочное устройство 16.
В корпусе 4 каретки 3 симметрично относительно роликов 13 размещена тяга 17, на одном конце которой закреплена ось 18 с роликом 19. Ролик 19 огибается гибким элементом 8. Другим концом тяги 17 через шестерню 20, установленную на оси 21 в корпусе 4, взаимодействует со штоком 22 цилиндра 7, образуя реечную передачу.
Работа предлагаемого станка осуществляется следующим образом. /
Предварительно заготовки устанавливают в отверстия крыщки 5 каретки 3, которая находится в крайнем правом положении, и включают цилиндр 7. Шток 22 цилиндра 7, двигаясь вправо, воздействует на концы троса 8, закрепленные на щтоке 22. Одновременно, перемещая с помощью щестерни 20 тягу 17 влево, через ролик 19 щток взаимодействует с тросом 8. Таким образом, осуществляется двухстороннее натяжение троса, который, огибая ролики 13 и 14, зажимает заготовки через призмы 9.
Далее включают приводной цилиндр 2, и каретка 3 подается в зону резания, после выхода из которой цилиндр 7 переключают на обратный ход. При этом шток 22 перемещается влево, а тяга 17 (через шестерню 20) - вправо, ослабляя натяжение троса 8. Призмы 9 под действием пружин 10 возвращаются в первоначальное ноложение, раскрепляя обработанные детали. Затем разгрузочное устройство 16 снимает детали, каретка 3 с помощью цилиндра 2 возвращается в исходное положение, и дикл обработки повторяется (при котором ранее обработанные детали сбрасываются в тару кареткой 3 при рабочем ходе).
Таким образом, размещение тяги, производящей совместно со штоком цилиндра
двухстороннее натяжение троса, позволит через зажимные призмы равномерно распределить усилия зажима заготовок вдоль действия указанного троса по всей длине каретки. Это дает возможность избежать
уменьшения усилий зажима заготовок, размещенных на конце каретки, противоположном приводу зажима, что повышает точность обработки.
Формула изобретения
Протяжной станок по авт. св. № 617191, отличающийся тем, что, с целью обеспечения равномерного распределения усилия зажима заготовок по длине каретки, последняя содержит тягу, размещенную симметрично относительно роликов и связанную одним концом с гибким звеном, а другим - с приводом.
18
22
21
