Изобретение относится к металлургии и машиностроению и может быть использовано при производстве сварных труб методом высокочастотной сварки, при котором внутри трубной заготовки устанавливают ферритовый сердечник.
Известен способ автоматического регулирования процесса сварки токами высокой частоты по положению точки схождения кромок, по которому используются сигналы, снимаемые с фотопирометрического устройства 1.
Недостаток известного способа регулирования с использованием фотопирометрических устройств заключается в неустойчивости видимости светящихся участков свариваемых кромок из-за наличия в зоне сварки охлаждающей жидкости, паров, дыма, искрений, выплесков металла.
Наиболее близким к предлагаемому по технической сущности является способ контроля и автоматического регулирования процесса высокочастотной сварки, при котором изменяют режим сварки в зависимости от сигнала, характеризующего отклонение положения точки схождения кромок от оптимального 2.
По этому способу регулирование режима сварки осуществляют по сигналу, вырабатываемому посторонним источником и проходящему через место схождения кромок; в качестве регулирующего сигнала используют ультразвуковую волну, возбуждаемую в стыке свариваемой трубы на расстоянии от свариваемого стыка и поступающую в исполнительный механизм регулирования.
Недостатки этого способа: недостаточная надежность из-за работы излучателей в зоне сильных высокочастотных электромагнитных полей и громоздкость из-за установки в зоне сварки посторонних источников и приемников сигнала, ухудщающих доступ к элементам узла сварки.
Цель изобретения - упрощение системы контроля и автоматического регулирования, повыщение надежности регулирования и повыщение стабильности процесса сварки.
Это достигается тем, что в предлагаемом способе контроля и автоматического регулирования процесса высокочастотной сварки.
при котором изменяют режим сварки в зависимости от сигнала, характеризующего отклонение положения точки схождения кромок от оптимального, в качестве регулирующего сигнала используют величину и знак отклонения магнитного потока, пронизывающего ферритовый сердечник нагревательного устройства.
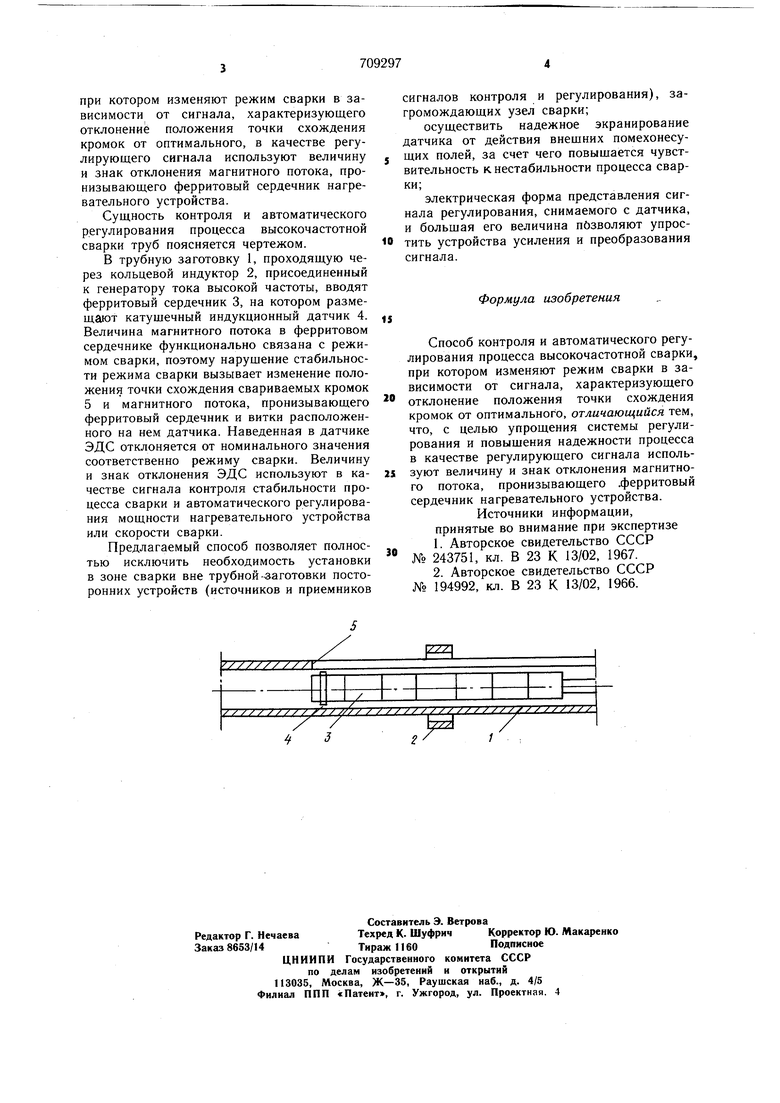
Сущность контроля и автоматического регулирования процесса высокочастотной сварки труб поясняется чертежом.
В трубную заготовку I, проходящую через кольцевой индуктор 2, присоединенный к генератору тока высокой частоты, вводят ферритовый сердечник 3, на котором размещают катущечный индукционный датчик 4. Величина магнитного потока в ферритовом сердечнике функционально связана с режимом сварки, поэтому нарушение стабильности режима сварки вызывает изменение положения точки схождения свариваемых кромок 5 и магнитного потока, пронизывающего ферритовый сердечник и витки расположенного на нем датчика. Наведенная в датчике ЭДС отклоняется от номинального значения соответственно режиму сварки. Величину и знак отклонения ЭДС используют в качестве сигнала контроля стабильности процесса сварки и автоматического регулирования мощности нагревательного устройства или скорости сварки.
Предлагаемый способ позволяет полностью исключить необходимость установки в зоне сварки вне трубной-заготовки посторонних устройств (источников и приемников
сигналов контроля и регулирования), загромождающих узел сварки;
осуществить надежное экранирование датчика от действия внещних помехонесущих полей, за счет чего повыщается чувствительность к. нестабильности процесса сварки;
электрическая форма представления сигнала регулирования, снимаемого с датчика, и больщая его величина позволяют упростить устройства усиления и преобразования сигнала.
Формула изобретения
Способ контроля и автоматического регулирования процесса высокочастотной сварки, при котором изменяют режим сварки в зависимости от сигнала, характеризующего отклонение положения точки схождения кромок от оптимального, отличающийся тем, что, с целью упрощения системы регулирования и повыщения надежности процесса в качестве регулирующего сигнала используют величину и знак отклонения магнитного потока, пронизывающего .ферритовый сердечник нагревательного устройства.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 243751, кл. В 23 К 13/02, 1967.
2.Авторское свидетельство СССР № 194992, кл. В 23 К 13/02, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1976 |
|
SU610637A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1981 |
|
SU988496A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1983 |
|
SU1123812A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1970 |
|
SU335889A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU835679A1 |
| Способ регулировки теплового режима высокочастотной сварки прямошовных труб | 1979 |
|
SU863249A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Способ разбраковки магнитопроводов для сварки труб | 1981 |
|
SU1314290A1 |
| Способ автоматического регулирования процесса высокочастотной сварки и устройство для его осуществления | 1987 |
|
SU1563924A1 |
