1
Изобретение относится к области автоматизации сборочных работ в машиностроении и других отраслях техники, а в частности к автоматизации сборки резьбовых соединений.
Известно устройство для сборки деталей, в частности, резьбовых соединений, содержащее основание, приспособления для создания вихревого воздушного потока и патроны, имеющие на торцах гнезда 1.
Известное устройство не может быть использовано для завинчивания крепежных деталей в поверхности базовой детали, расположенные под различными углами к горизонтальной плоскости, а также при многорядном расположении крепежных элементов.
С целью расширения технологических возможностей и повышения производительности устройства, оно снабжено установленными в основании с возможностью поворота вокруг горизонтальной оси валами, в каждом из которых расположены указанные выше приспособления для создания вихревого воздушного потока.
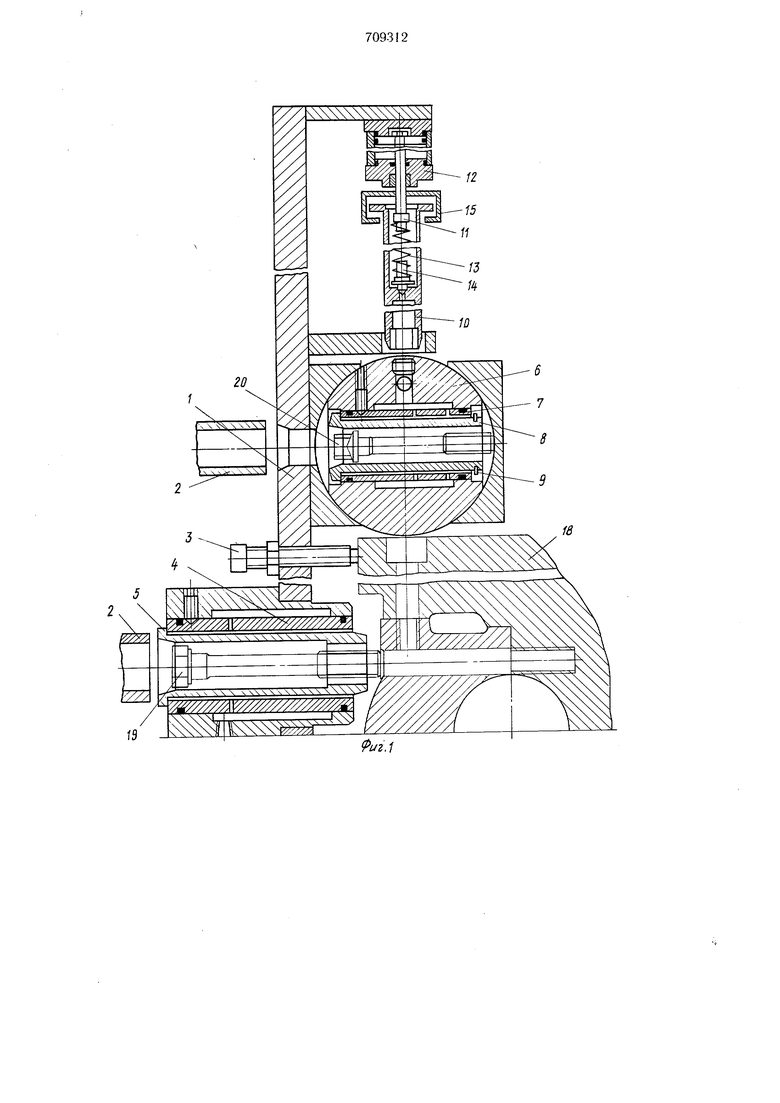
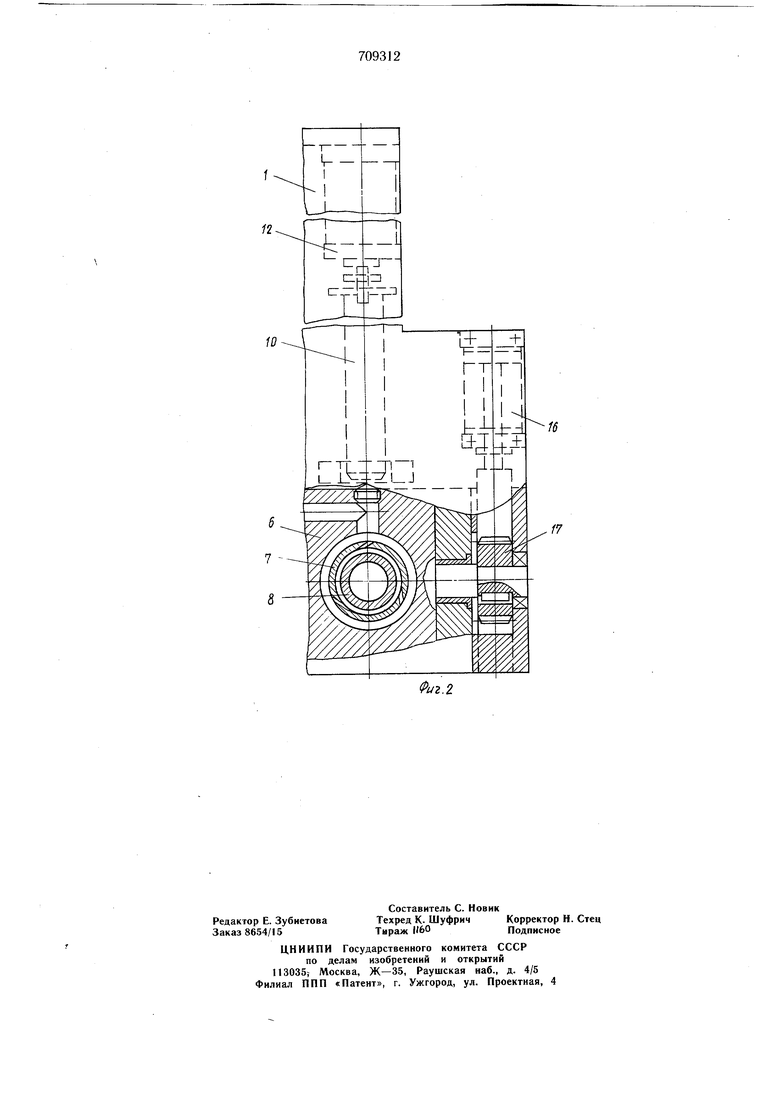
На фиг. 1 представлена часть устройства, продольный разрез (повернуто на 90°); на фиг. 2 - то же, вид сверху.
Устройство для сборки деталей, в частности резьбовых соединений, имеет основание 1, на котором размещены бункера с отсекателями для поштучной выдачи болтов (на чертеже не показаны), направляющие 2 для подачи болтов и упорные винты 3.
На основании I размещены приспособления 4 .для создания вихревого воздушного потока, промежуточная втулка 5 с буртиком, имеющая гнездо под щестигранник болта, и поворотные валы 6 с размещенными в них приспособлениями 7 для создания вихревого воздушного потока и с промежуточной втулкой 8, аналогичные приспособлениям 4 и втулкам 5. От выпадания втулки 8 из приспособления 7 в ней предусмотрен буртик и замочное кольцо 9. Втулки 5 и 8 в приспособлениях 4 и 7 размещены с радиальным зазором. Для подачи сжатого воздуха в приспособления 4 и 7 в основании 1 и в поворотном вале 6 предусмотрены сверления и расточки.
Соосно резьбовому отверстию собираемой корпусной детали с возможностью осевого перемещения размещен патрон 10, опирающийся одним концом на стержень 11, связанный со штоком пневмоцилиндра 12. Стержень 11, расположенный с зазором в отверстии патрона 10, взаимодействует с патроном через пружину 13 и качалку 14. Для возврата патрона 10 в первоначальное положение имеется скоба 15, закрепленная на штоке пневмоцилиндра 12. Для поворота валов б предусмотрен пневмоцилиндр 16, связанный с осью вала б зубчато-реечной передачей 17.
Устройство работает следующим образом.
Корпусная деталь 18 подается к сборочному устройству до упорных винтов 3 и фиксируется. Дается команда на выдачу болтов, которые под действием силы веса поступают по направляющим 2 в промежуточные втулки 5 и 8.
При включении пневмоцилиндра 16 через зубчато-реечную передачу 17 производится поворот вала б и дается команда на подачу сжатого воздуха в приспособления 4 и 7 и в пневмоцилиндр 12. Болт 19, получивший вращательно-колебательные движения от приспособления 4 и втулки 5, ориентируется резьбовым концом в отверстии корпусной детали и при дальнейшем перемещении, контактируя своим щесТигранником с гранями гнезда шестигранника втулки 5, наживляется и завинчивается в корпусную деталь.
Одновременно болт 20 под действием приспособления 7, втулки 8 и патрона 10, связанного со щтоком пневмоцилиндра 12 через стержень 11, пружину 13 и качалку 14, также получает вращательно-колебательные движения и перемещается к корпусной детали 18.
При осевом сопротивлении болту 20 со стороны корпусной детали патрон 10 своим гнездом совмещается с шестигранником болта 20 и, образуя систему болт-патрон, ориентирует, наживляет и завинчивает этот болт в корпусную деталь 18. Действие пружины 13 на патрон 10 осуществляется только при наживлении первых ниток резьбового соединения.
По окончании работы сборочного устройства, дается команда на отключение подачи сжатого воздуха в приспособления 4 и 7 и на отвод щтока пневмоцилиндра 12 в исходное положение, который посредством скобы 15 выводит патрон 10 из зоны поворота вала б.
После поворота вала б в исходное положение под действием пневмоцилиндра 16 собранная корпусная дetaль выводится из сборочного устройства. Цикл окончен.
Формула изобретения
Устройство для сборки деталей, преимущественно резьбовых соединений, содержащее основание, приспособления для создания вихревого воздушного потока и патроны, на торцовых поверхностях которых выполнены гнезда, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности,
оно снабжено установленными в основании с возможностью поворота вокруг горизонтальной оси валами, в каждом из которых расположены указанные приспособления для создания вихревого воздушного потока.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 565804, кл. В 23 Р 19/06, 1976.
ID
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки резьбовых соединений | 1978 |
|
SU863300A1 |
| Устройство для автоматической сборки деталей | 1976 |
|
SU565804A1 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1727975A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU944859A1 |
| Устройство для затяжки резьбовых соединений | 1981 |
|
SU1022807A1 |
| ПРИСПОСОБЛЕНИЕ К МНОГОШПИНДЕЛЬНОМУ СТАНКУ ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК И ГАЕК | 1972 |
|
SU344955A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1986 |
|
RU1471421C |
| Устройство для завинчивания болтов | 1987 |
|
SU1461621A1 |