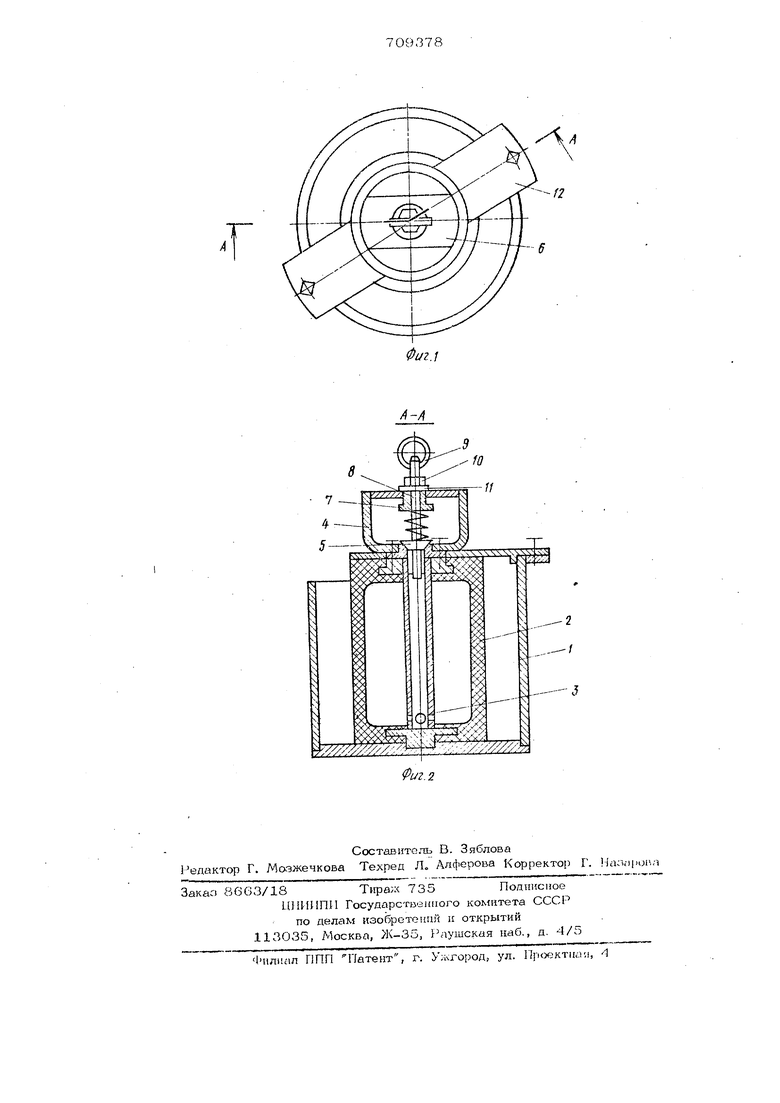
(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЛ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ 37 Форма содержит корпус 1, к основаиин которото закреплен стержень, выполненный в виде упругой эластичной оболоч ки 2 из термостойкого полимера и цилиндра 3 с отверстиями в нижней части, укрепленного в оболочке. На свободном ко1ше стержня, установленного в корпусе, размещена компенсирующая емсость 4 с отверстием в дне, в КОТОРОМ расположен подпрулсиненный клапан 5. Емкость закрыта пластиной 6, через которую проходит регулирующая втулка 7 и хвостовик,8 клапана с отверстием для кольца 9, гайкой 10, шайбой 11 и пружиной. При помощи пластины 12 стержень фиксируют в рабочем положении в корпусе 1, имеющем частично поднятые борта с фланцами. Работает форма следующим образом. На стержень, укрепленный в корпусе с помощью пластины 12, устанавливают компенсирующую емкость 4 и монтируют клапан 5 хвостовиком 8, пружиной и регулирующей втулкой 7, гайкой 10, щай бой 11 и кольцом 9. Затем с помощью кольца 9 поднимается клапан S для заполнения полости рабочей жидкостью че,рез компенсирующую емкость 4. После заполнения полость закрывают подпружиненным клапаном ,5. Пружина регулирует ся на определенное усилие, соответствую щее давлению жидкости в полости 0,1, кгс/см , и в собранном виде форма помещается в полимеризатдионную камеру, в которой нагреваются все элементы литьевой оснастки. Происходит повьцление температуры жидкости в полости стержня. Следовате;иьно, жидкость увеличивает свой объем, поднимает подпружиненный клапан 5 и через образовав шуюся щель избыточный объем переходит в компенсирующую емкость 4, давление жидкости в полости стержня снижается до заданной величины. Таким образом, увеличение объема жидкости в полости стержня за счет теплового расщ1фения и повышения давления, вызванного усадкой изделия постоянно саморегулируется за счет перетекания избыточного объема в компенсирующую емкость. К окончанию процессов полимеризации и кристаллизации температура жидкости в полости стержня может достигнуть 200 С, но размеры стержня останутся практически постоянными как следствие понижения 8 давлений через пружинный клана, С око 14::1нием процессов 11о; имеризации и кристаллизации происходит медленное снижение температуры полимеризацио -: ной камеры. По мере остывания заготовки объем жидкости в стержне уменьшается, обусловливая сокращение размс-ров стержня, усадка заготовки протекее: без дополнительных напряжений, вызывающих появление трещин. Поскол1- ку объем жидкости, скопившейся в KoivmeHсирующей емкости, может сост лзить 18 22% от объема, поданного в полость стержня при монтаже, то с остывшей г-етали он вынимается без препятствий. Кроме того, при необходимости полное удаление жидкости из кокспексгфующей емкости и полости не представляет затруднений. Применение оп11санной конструкции формы позволит в 2-3 раза увеличить производительность при формообразовании полъ1х изделий с помощью очень простого технологического оборудования с разнообразной сложной 1 ометрией внутренней полости, особенно при формообразовании крупногабаритных изделий, а также создать простую саморегулирующую технологическую оснастку. Формула изобретения Литьевая форма для изготовления полъ1х изделий из полимерных материалов, содержащая корпус и зафиксированный в основании корпуса упругий стержень, о т л и ч а ю щ а я с я тем, что, с цеяг:.ю упрощения конструкции формъ и повъш1ения надежности ее работы, она снабжена установленной на свободном конце стерж 1я ем1состью с отверстием в дие и расположеннъ1М в отверсти емкости подпружиненным клапаном, а стержень выполнен в виде эластичной оболочки и размещенно1о в ней цилиндра, полость которого сообщена с полостью ем.кости через отверстие в ее дне. Источники информации, принятые во внимание при экспертизе 1.Авторское свидегел.ство СССР N9 383607, кл. В 29 С 1/00, 1973. 2.Авторское свидетельство СССР 479639, кл. В 29 С 5/00, 1975 (прототип).
Y
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из полимерных материалов | 1976 |
|
SU680889A1 |
| Форма для изготовления полых изделий | 1976 |
|
SU593924A1 |
| Способ изготовления оболочки антенного обтекателя из кварцевой керамики и установка для его осуществления | 2019 |
|
RU2714162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| Литьевая форма для изготовления полимерных изделий (ее варианты) | 1985 |
|
SU1256980A1 |
| Резьбонакатная головка | 1987 |
|
SU1500425A1 |
| Кокиль с полым металлическим стержнем для получения отливок с полостями при литье металла со шлаком | 1990 |
|
SU1811975A1 |
| Устройство для отбора проб жидкости | 1985 |
|
SU1283591A1 |
| Литьевая форма с отрывными литни-КАМи для пОлиМЕРНыХ издЕлий | 1978 |
|
SU797883A1 |
| УСТРОЙСТВО ДЛЯ ВРЕМЕННОЙ ЗАДЕЛКИ ПУЛЕВЫХ ПРОБОИН В ЗАПОЛНЕННЫХ ЖИДКОСТЬЮ ЖЕСТКИХ ПОЛЫХ ИЗДЕЛИЯХ | 2017 |
|
RU2650412C1 |
-9
