1
Изобретение относится к фс мообраэующей оснастке, предназначенной для получения изделий из полимеров методами химического формования, т.е производства деталей и заготовок непосредственно из расплава мономеров при соймещении процессов полимеризации и формования в одной опергщии Оно может быть использовано для отливки изделий пустотелой конструкции: цилиндров, конусов, шаровых поверхностей, их сочетаний, в первую очередь из термопластов (кгшролона, капролита), полимеризация которых протекает при 180-200с с условием, что температура расплава не менее чем на 15-20 С ниже термостойкости применяемлх для изготовления стержня материгшов.
Известна форма для изготовления изделий из самоотверждающихся полимерных материалов, содержащая корпус и стержень, выполненный в виде свернутой в кольцо упругой металлической ленты, с расположенными внахлест концами, наружный из которых припаян к ленте (1.
В данной форме при полимеризгщии полимера происходит его усадка в результате чего на стержень действуют
усилия сжатия, разрушающие швы крепления стержня к основанию корпуса и наружного конца его к ленте и под действием усилий усадки полимера лента сворачивается и не :препятствует дальнейшей ycaдкeJ, изделия.
Однако при такой конструкции стержня после каждой отливки необходимо настраивать стержень - припаивать его конец к ленте, а затем и к основанию корпуса, что усложняет условия эксплуатации .
Наиболее близка к предлагаемому изобретению форма для изготовления изделий из полимерных материалов,содержащая корпус, размещенный внутри него оформляющий внутреннюю полость изделия стержень, выполненный в виде полой эластичной оболочки из термостойкого полимерного материала, соединенного с источником сжатого рабочего агента 2,
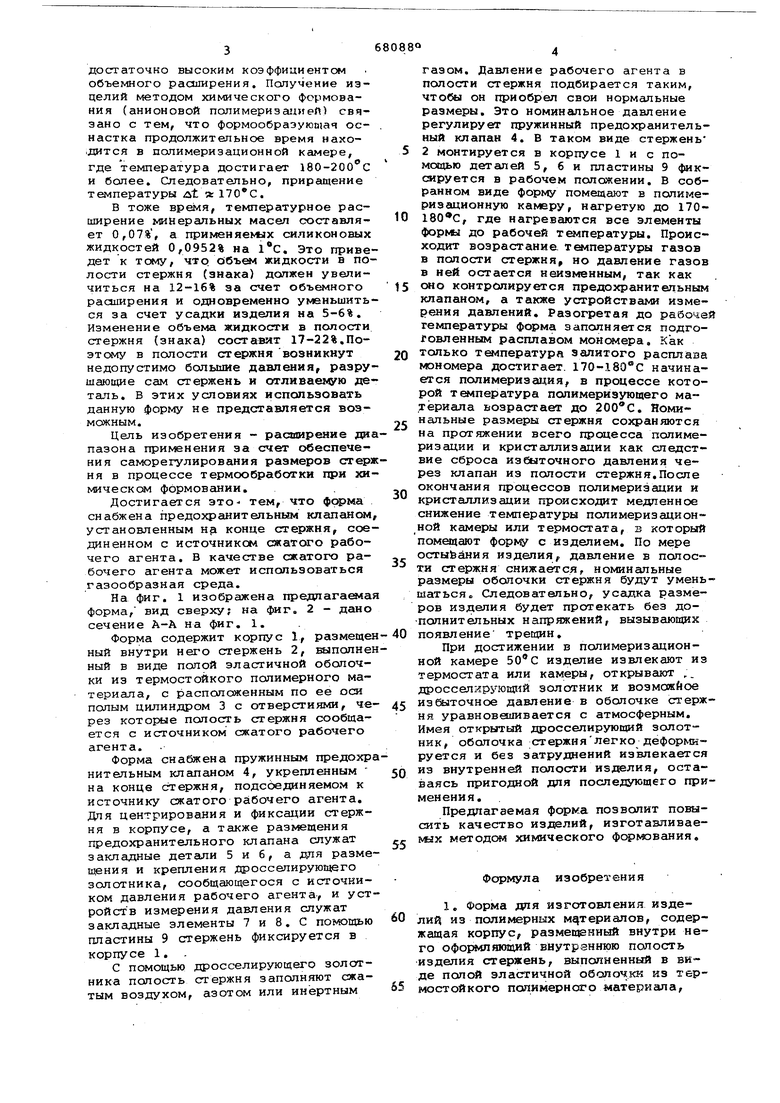
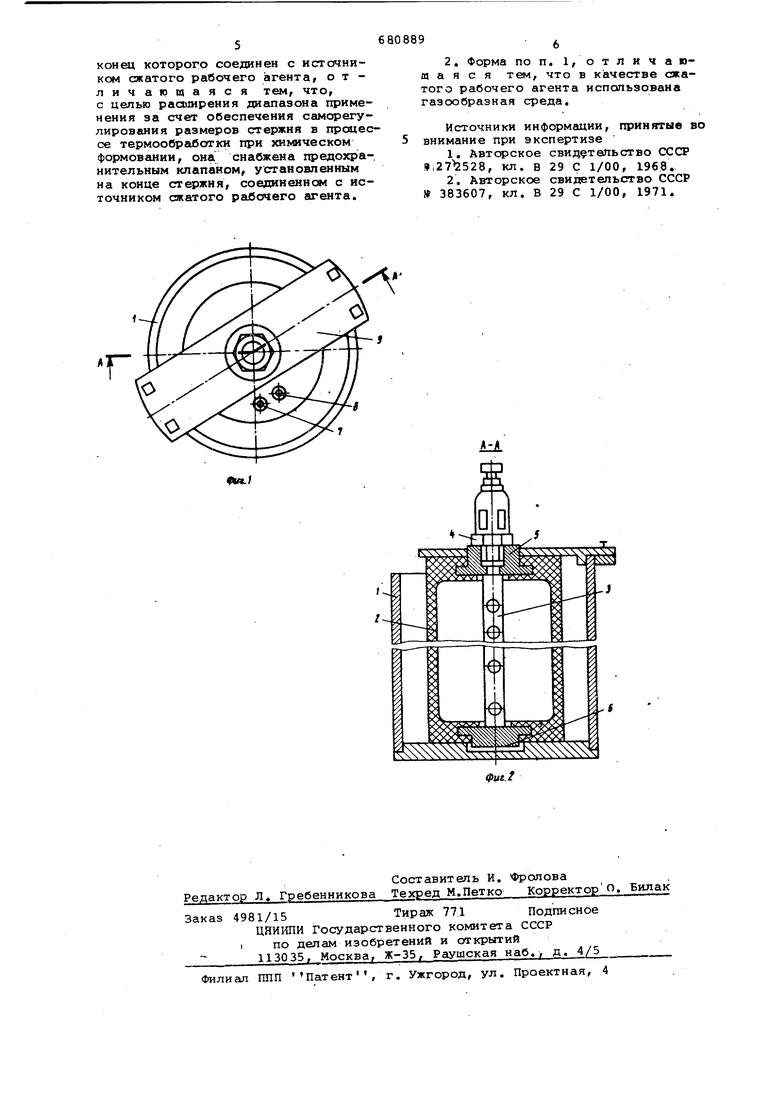
Однако данная форма пригодна, для изготовления изделий на литьевых машинах из готового полимера. Кроме того, удовлетворительную работу стержня (знака) , полость которого заполняет жидкость, можно обеспечить только при стабильных температурных условиях, так как жидкости обладают достаточно высоким коэффициентом объемного расширения. Получение иэцелий методом химического формования (анионовой полимеризаинeft) связано с тем, что формообразующая оснастка продолжительное время нахоДится в полимеризационной камере, где температура достигает гВО-ЗОО С и более. Следовательно, приращение температуры л± 170С. В тоже время, температурное расширение минеральных масел составляет 0,07%, а применяемых силиконовых жидкостей 0,0952% на Ic. Это приве дет к , что с бъв«1 жидкости в по лости стержня (знака) должен увеличиться на 12-16% за счет объемного расширения и одновременно уменьшить ся за счет усадки изделия на 5-6%. Изменение объема жидкости в полости стержня (знака) составит 17-22%.Поэтому в полости стержня возникнут недопустимо большие давления, разру шающие сам стержень и отливаемую де таль. В этих условиях использовать данную форму не представляется возможным. Цель изобретения - расширение ди пазона применения за счет обеспечения саморегулирования размеров стер ня в процессе термообработки при хи мическом формовании. Достигается это-- тем, что снабжена предохргдаительным клапаном установленным н конце стержня, сое диненном с источником сжатого рабочего агента. В качестве сжатого рабочего агента может использоваться газообразная среда. На фиг. 1 изображена предпагаола форма, вид сверху; на фиг. 2 - дсшо сечение А-А на фиг. 1. Форма содержит корпус 1, размеще ный внутри него стержень 2, выполне ный в виде попой эластичной оболочки из термостойкого полимерного материала, с расположенным по ее оси полым цилиндром 3 с отверстиями, че рез которые полость стержня сообщается с источником сжатого рабочего агента. Форма снабжена пружинным предохр нительным клапаном 4, укрепленным на конце стержня, подсбединяемом к источнику сжатого рабочего агента. Для центрирования и фиксации стержня в корпусе, а также размещения предохранительного клапана служат закладные детали 5 и 6, а для разме тцения и крепления дросселирующего золотника, сообщающегося с источником давления рабочего агента, и уст ройств измерения давления служат закладные элементы 7 и 8. С помощью пластины 9 стержень фиксируется в корпусе 1. . С помощью дросселирующего золотника полость стержня заполняют сжатым воздухом, азотом или инертным газом. Давление рабочего агента в полости стержня подбирается таким, чтоСы он приобрел свои нормальные размеры. Это номинальное давление регулирует пружинный предохранительный клапан 4. В таком виде стержень 2 монтируется в корпусе 1 и с помощью деталей 5, 6 и пластины 9 фиксируется в рабочем положении. В собранном виде форму помещают в полимеризационную камеру, неоретую до 170180 С, где нагреваются все элементы форкы до рабочей температуры. Происходит возрастание температуры газов в полости стержня, но давление газов в ней остается неизменным, так как оно контролируется предохранительным клапаном, а также устройствами измерения давлений. Разогретая до рабочей температуры форма заполняется подготовленным расплавом мономера. Как только таипература залитого расплава мономера достигает. 170-180®С начинается полимеризация, в прсадессе которой температура полимериэующего материала возрастает до . Номинальные размеры стержня сохраняются на протяжении всего процесса полимеризации и кристаллизации как следствие сброса избыточного давления через клапан из полости стержня.После окончания процессов полимеризации и кристаллизации происходит медленное снижение температуры полимеризационной камеры или термостата, в который помещают форму с изделием. По мере остыЬания изделия, давление в полости стержня снижается, номинальные размеры оболочки стержня будут уменьшаться. Следовательно, усадка размеров изделия будет протекать без дополнительных напряжений, вызывгиощих появление трещин. При достижении в полимеризационной камере изделие извлекают из термостата или камеры, открывают ,. дросселирующий золотник и возможйое изе аточное давление в оболочке стержня уравновешивается с атмосферным. Имея открытый дросселирующий золотник, оболочка стержнялегко деформируется и без затруднений извлекается из внутренней полости изделия, оставаясь пригодной для последующего применения. Предлагаемая форма позволит повысить качество изделий, изготавливаемых методом химического фсфмования. Формула изобретения 1. Форма для изготовления издели{5 из полимерных материалов, содержащая корпус, размегданный внутри него офор шяющий внутраннюю полость изделия стержень, выполненный в виде полой эластичной оболочки из термостойкого полимерного материала.
конец которого соединен с источником сжатого рабочего 1агента, отличающаяся тем, что, с целью расширения диапазона применения за счет обеспечения саморегулирования размеров стержня в процессе термообработки при химическом формовании, она снабжена предохранительным клапаном, установленным на конце стержня, соединенном с источником сжатого рабочего агента.
2. Форма по п. 1,отличаюm а я с я тем, что в качестве сжатого рабочего агента использована газообразная среда.
Источники информации, принятые в внимание при экспертизе
1.Автсрское свидетельство СССР ,, кл, в 29 С 1/00, 1968,
2.Авторское свидетельство СССР 383607, кл. В 29 С 1/00, 1971.