Известны приспособления к токарным станкам для расточки кольцевых полостей или канавок переменного профиля на цилиндрических изделиях, например, валках пильгерстанов, посредством вращающейся, в радиальной плоскости изделия резцовой расточной головки, помещенной на супорте станка.
В предлагаемом приспособлении для непрерывного изменения величины радиуса профиля растачиваемой канавки по заданному закону резец в расточной головке выполнен выдвижным в процессе резания. Перемещение его происходит под воздействием дискового копира, кинематически связанного с вращением заготовки.
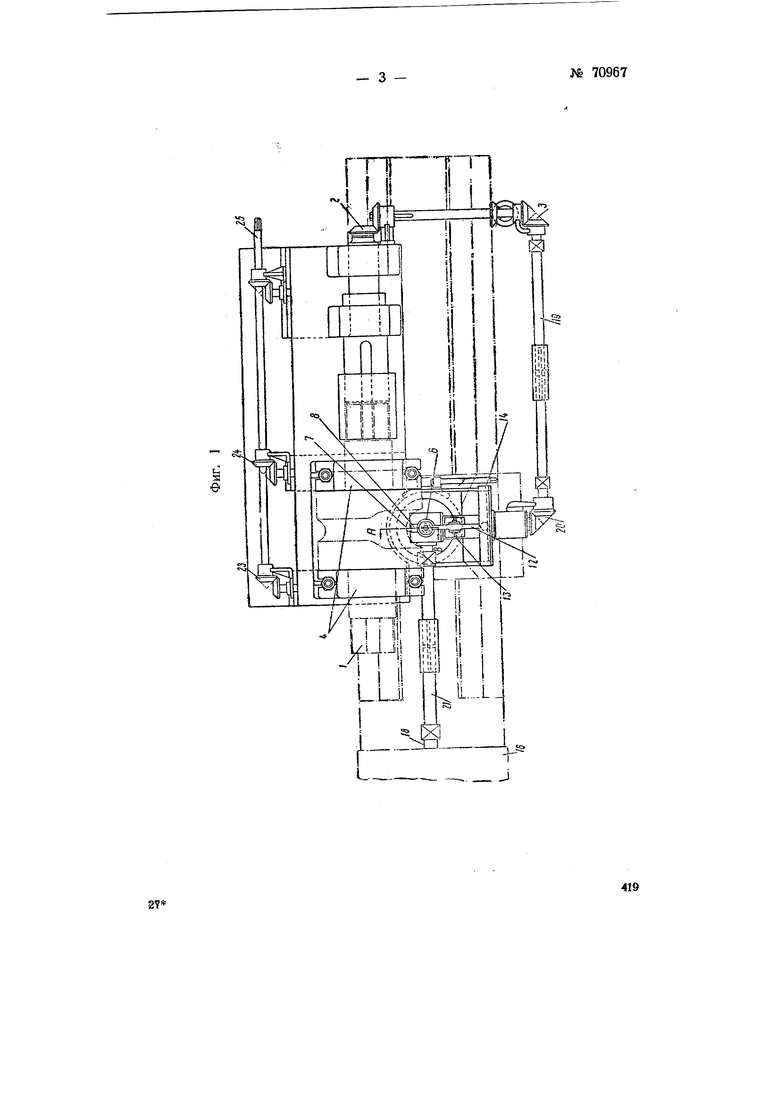
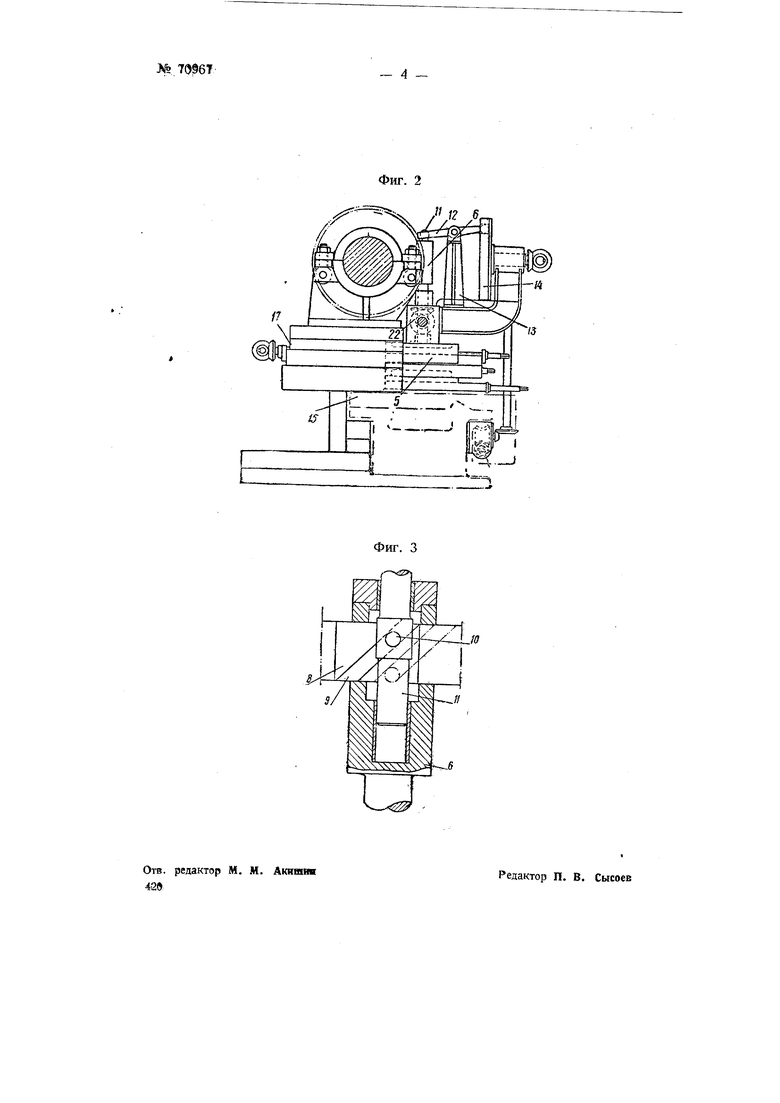
На фиг. 1 изображен вид приспособления сверху, на фиг. 2 - вид его сбоку, на фиг. 3 - частичный разрез резцовой головки по АВ на фиг. I.
Приспособление монтируется на плите, устанавливаемой на двух салазках, переставных в поперечном направлении по направляющим супорта, и подставке, которая укреплена на станине токарного станка,
27 Свод в. 8.
Обрабатываемое изделие 7 устанавливается в двух укрепленных на плите разъемных подщипниках 4, ось которых смещена параллельно оси щпинделя 78 станка.
Вращающаяся резцовая головка 6 монтирована на супорте 75 станка на переставной в поперечном направлении каретке 5.
В резцовой головке 6 перпендикулярно ее оси помещена державка 8 с резцом 7. Державка 8 имеет косой паз 9, в который входит палец Ю вертикального подвижного штока 77. Последний щаровым шарниром связан с качающимся на стойке 13 рычагом 72. Второй конец рычага 72 взаимодействует с копирным ручьем вращающегося дискового копира 14.
Резцовая головка 6 приводится во вращение через валик 21 и шестерни 22 от шпинделя токарного станка 16. Изделие 1 медленно вращается, получая движение от привода подач станка через конические передачи 2 и 3.
В то же время при синхронном с изделием вращении дискового копира 14, который приводится в движение от привода вращения изделия через валик 19 и коническую пару 20,
417
рычаг 72 перемещает шток 11, взаимодействующий с помощью пальца 10 с державкой 8.
В результате этого державка 8 с резцом 7 перемещается, непрерывно изменяя величину радиуса профиля растачиваемой резцом канавки в соответствии с законом изменения .формы кольцевой канавки изделия, .заданным рабочей кривой дискового копира 14.
Для перестановки плиты 17 с изделием относительно резцовой головки, например, при различных диаметрах заготовки в поперечном направлении, приспособление снабжено ручным приводам 23, 24, 25.
Предмет изобретения Приспособление к токарным станкам для расточки кольцевых канавок переменного профиля на цилиндрических изделиях, например, валках пильгерстанов, снабженное помещаемой на супорте станка вращающейся в радиальной плоскости изделия резцовой головкой, отличающееся тем, что с целью непрерывного изменения величины радиусапрофиля растачиваемой канавки по заданному закону резец в расточной головке выполнен выдвижным в процессе резания под воздействием дискового копира, связанного кинематически с вращением заготовки.
I i I «I
U-Ji
IL....L i
f-
J
L

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования на токарном станке кольцевых канавок переменного профиля | 1947 |
|
SU79347A1 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Приспособление для обработки на токарных станках криволинейных поверхностей | 1933 |
|
SU47530A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Приспособление для внутренней расточки стекло отделочных форм | 1932 |
|
SU37294A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1934 |
|
SU41301A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Инструментальный блок для станков | 1943 |
|
SU68936A1 |
27
