(54) УСТРОЙСТВО ДЛЯ нЕПРЕРоШного вытягавАния
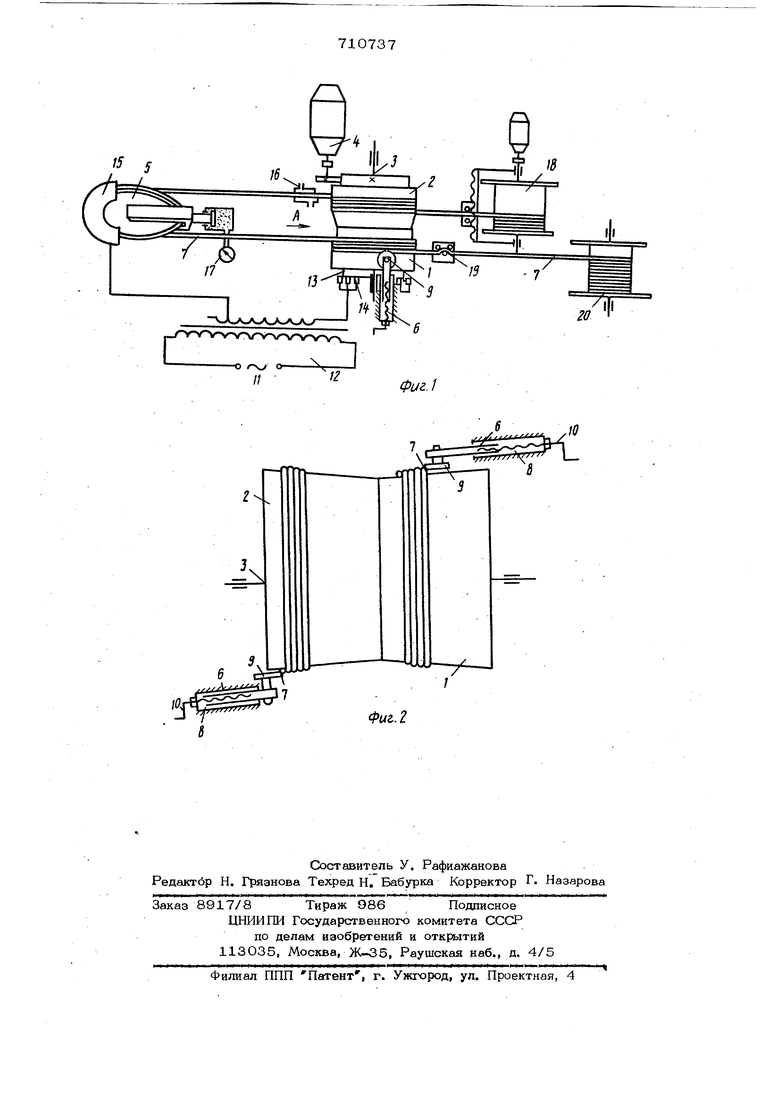
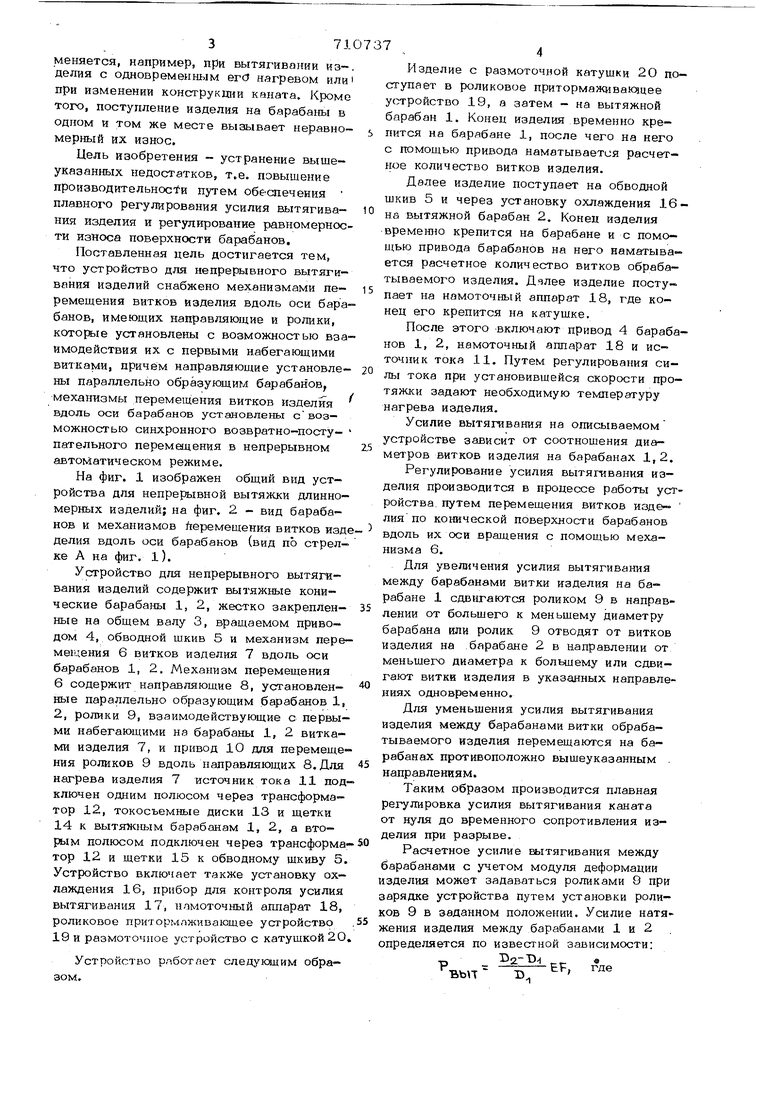
ИЗДЕЛИЙ меняется, например, при вытягивании изделия с одновременным вгО нагревом или при изменении конструкции каната. Кроме того, поступление изделия на барабаны в одном и том же месте вызывает неравномерный их износ. Цель изобретения - устранение вышеуказанных недостатков, т.е. повышение производительности путем обеспечения плавного регулирования усилия вытягивания изделия и регулирование равномерности износа поверхности барабанов. Поставленная цель достигается тем, что устройство для непрерывного вытягивания изделий снабжено механизмами перемещения витков изделия вдоль оси барабанов, имеющих направляющие и ролики, которые установлены с возможностью вза имодействия их с первыми набегающими витками, причем направляющие установлены параллельно образующим барабанов, механизмы перемещения витков изделия вдоль оси барабанов установлены свозможностью синхронного возвратно-посту- нательного перемадения в непрерывном автоматическом режиме. На фиг. 1 изображен общий вид устройства для непрерывной вытяжки длинномерных изделий; на фиг. 2 - вид барабанов и механизмов перемещения витков изд делия вдоль оси барабанов (вид по стрелке А на фиг. 1). Устройство для непрерывного вытягивания изделий содержит вытяжные конические барабаны 1, 2, жестко закрепленные на общем валу 3, вращаемом приводом 4, обводной шкив 5 и механизм пере ме1цения 6 витков изделия 7 вдоль оси барабанов 1, 2. Механизм перемещения 6 содержит направляющие 8, установлен- ные параллельно образующим барабанов 1, 2, ролики 9, взаимодействующие с первыми набегающими на барабаны 1, 2 витками изделия 7, и привод Ю для перемеще ния роликов 9 вдоль направляющих 8. Для нагрева изделия 7 источник тока 11 под ключен одним полюсом через трансформатор 12, токосъемные диски 13 и щетки 14 к вытяжным барабанам 1, 2, а вторым полюсом подключен через трансформа тор 12 и щетки 15 к обводному шкиву 5 Устройство включает также установку охлаждения 16, прибор для контроля усилия вытягивания 17, намоточный аппарат 18, роликовое притормаживающее устройство 19 и размоточное устройство с катушкой 20 Устройство работает следующим образом. Изделие с размоточной катушки 2О поступает в роликовое притормаживаедцее усггройство 19, а затем - на вытяжной барабан 1. Конец изделия временно кре„ится на барабане 1, после чего на него помощью привода наматывается расчетное количество витков изделия. Далее изделие поступает на обводной щкив 5 и через установку охлаждения 16на вытяжной барабан 2. Конец изделия временно крепится на барабане и с помощью привода барабанов на него наматывается расчетное количество витков обрабатываемого изделия. Дчлее изделие поступает на намоточный аппарат 18, где конец его крепится на катушке. После этого включают привод 4 барабанов 1, 2, намоточный аппарат 18 и источник тока 11. Путем регулирования сид, „р установившейся скорости про необходимую температуру нагрева изделия. Усилие вытягивания на описываемом устройстве зависит от соотношения диаметров витков изделия на барабанах 1,2. Регулирование усилия вытягивания изделия производится в процессе работы устройства путем перемещения витков изде ЛИЯ по конической поверхности барабанов вдоль их оси вращения с помощью механизма 6. Для увеличения усилия вытягивания между барабанами витки изделия на барабане 1 сдвигаются роликом 9 в направлении от большего к меньшему диаметру барабана или ролик 9 отводят от витков изделия на барабане 2 в направлении от меньшего диаметра к большему или сдвигают витки изделия в указанных направлениях одновременно. Для уменьшения усилия вытягивания изделия между барабанами витки обрабатываемого изделия перемещаются на барабанах противоположно вышеуказанным . направлениям. Таким образом производится плавная регулировка усилия вытягивания каната от нуля до временного сопротивления изделия при разрыве. Расчетное усилие вытягивания между барабанами с учетом модуля деформации изделия может задаваться роликами 9 при зарядке устройства путем установки роликов 9 в заданном положении. Усилие натяжения изделия между барабанами 1 и 2 определяется по известной зависимости: усилие вытягивания между бара банами; диаметр сечения барабана 1, в котором сходит обрабатываемое изделие с барабана; диаметр сече1шя барабана 2, в котором поступает изделие на барабан; модуль деформаций с учетом те пературы и конструктивных осо- бенностей изделия; f - площадь поперечного из делия. При установившемся усилии вытягивания путем синхронного периодического пе ремещения витков на барабанах регулиру ется равномерность-износа поверхности барабанов. После выхода конца обрабатываемого изделия из роликового тормоза 19 отключают источник тока 11, затем после схода конца изделия с вытяжного барабана 2 отключают привод 4 и намоточный аппа рат 18. Расчетное количество витков (П ) обрабатываемого изделия вокруг барабанов 1 и 2 определяется по известной формула -I :Е« -:;;;м Y. - количество витков вокруг барабана 1; количество витков вокруг барабана 2; усилие натяжения изделия, поступакяцэго на барабан 1; усилие натяжения изделия, схо дящего с барабана 2; усилие вытягивания изделия между барабанами 1 и 2; { - коэффициент трения скольжени Предложенное устройство выгодно отл чается от известного устройства тем, что позволяет без переналадки обрабатывать практически все виды изделия канатных и проволочных цехов метизных заводов, т.е. переходом от одного вида продукции к другому или при вытягивании с нагреBOM и без нагрева не надо менять шлтяж ные барабаны, перетачивать их или переходить на другой тип устройства. В связи с этим значительно сокращается количество типов вытяжных устройств и барабанов к ним, потребность в производственных площадях, уменьщаются расходы на изготовление, монтаж и эксплуатацию и, в том числе, расходы на из1Х)- товление и ремонт вытяжных барабанов, повышается коэффициент использования устройства. Синхронное возвратно-поступательное перемещение витков изделия в непрерывном автоматическим режиме позволяет регулировать равномерность износа поверхности барабанов. Формула изобретения 1. Устройство для непрерывного вытягивания изделий, содержащее конические вытяжные барабаны, установленные на общем приводном валу, обводной шкив, приводной намоточный аппарат и размоточное устройство с катушкой, отличающееся тем, что, с целью повышения производительности путем обеспечения плавного регулирования усилия вытягиважш изделия, оно снабжено механизмами перемещения витков изделия вдоль оси барабанов, имеющих направляющие и ролики, которые установлены с возможностью взаимодействия кх с первыми набегающими на барабаны витками, причем направляющие установлены параллельно образующим барабанов. 2. Устройство по п. 1, о т л и .4 а - ю щ е е с я тем, что,- с целью регулирования равномерности износа поверхности барабанов, механизмы перемещения витков изделия вдоль оси барабанов установлены с возможностью синхронного возвратнопоступательного перемещения в непрерывном автоматическом режиме. Источники информации, принятые во внимание при экспертизе 1.Мольнар В. Г., Владимиров Ю. В. Технологические основы производства стальых канатов. М., Металлургия, 1975, ис. 56, с. 124. 2.Патент ФРГ № 2ОО2О97, л. 18 С 7/02, 1974.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СТАБИЛИЗАЦИИ ВИТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2293808C2 |
| Накопитель проволоки к многониточным намоточноразмоточным устройствам | 1975 |
|
SU579065A1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 2005 |
|
RU2270071C1 |
| Многократный волочильный стан барабанного типа | 1985 |
|
SU1310056A1 |
| Установка для термической обработкипРОТяжНыХ издЕлий | 1979 |
|
SU836159A1 |
| Накопитель проволоки | 1976 |
|
SU656692A1 |
| Канатовьющая машина | 1978 |
|
SU796278A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Накопитель проволоки | 1973 |
|
SU465248A1 |