(54) УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОТЯЖНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Накопительное устройство к разматывателям проволоки | 1976 |
|
SU650687A1 |
| УСТАНОВКА ДЛЯ СТАБИЛИЗАЦИИ ВИТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2293808C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| Накопитель проволоки | 1976 |
|
SU656692A1 |
| Накопитель проволоки к многониточным намоточным аппаратам | 1976 |
|
SU656693A1 |
| Многократный волочильный стан барабанного типа | 1985 |
|
SU1310056A1 |
| Накопитель проволоки к многониточным намоточноразмоточным устройствам | 1975 |
|
SU579065A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ СО СТАЛЬНЫМ ТРОСОМ, ИМЕЮЩИМ СЕРДЕЧНИК | 2011 |
|
RU2543175C2 |
| Стан многократного волочения проволоки | 1978 |
|
SU884782A1 |
| Многошпиндельное размоточное устройство | 1980 |
|
SU994073A1 |
Изобретение относится к обработке металлов, в частности к устройствам для протягивания нити под натяжением при ее термообработке, и может быть использовано на заводах метизной промышленности для изготовления стабилизированной арматурной проволоки или прядей. Известно- устройство для протягивания нитей (проволоки) под натяжением, состоящее из приводного барабана с двумя ступенями, диаметр одной из которых больше диаметра другой и неподвижного холостого обводного ролика 1. Это устройство позволяет протягивать проволоку с постоянной величиной вытяжки, равной разности диаметров ступеней, но не позволяет изменять величину вытяжки из-за постоянства разности диаметров ступеней, а также не позволяет работать с поддерживанием заданной постоянной силы натяжения, так как она будет изменяться (из-за колебаний температуры нагрева ее, колебания скорости, модуля упругости материала) и может не соответствовать величине вытяжки в проволоке из-за того, что обводной ролик неподвижен. Известно устройство для протягивания нити под натяжением, состоящее из двух барабанов, связанных между собой , дифференциальной передачей, и неподвижного обводного ролика, создающего петлю, одна ветвь которой используется для термообработки проволоки 2. Привод одного барабана, вытягивающего нить, осуществляется от главного электродвигателя, а привод другого барабана, выдающего нить, производится от главного электродвигателя через дифференциальную передачу и от вспомогательного электродвигателя привода водила, чем устанавливается заданное соотнощение числа оборотов между барабанами (т. е. задается величина вытяжки). В этом устрой стЬе можно изменять величину вытяжки в широких пределах, но осуществить работу в режиме с постоянной силой натяжения невозможно, так как ролик обводной неподвижен. Известна установка для термической обработки протяжных изделий, содержащая размоточную катущку, барабаны, кинематически связанные дифференциальной передачей, обводной ролик, нагреватель, намоточную катущку 3 . В этой установке поддержание постоянной заданной величины вытяжки осуществляется системой автоматического регулирования, включающей датчики числа оборотов, установленные на каждом барабане, датчик крутящего Момента на втором барабане и регулятор. Регулятор сравнивает регулирующую величину с заданной и выдает сигнал, от которого срабатывает регулируемый двигатель.
Эта система не может точно поддерживать величину вытяжки или величину натяжения в проволоке постоянными, так как срабатывает только при возникновении отклонения параметра от заданной величнны. С другой стороны система регулирования сложная и дорогостоящая, так как включает больщое количество электронной аппаратуры и, кроме того, она имеет пониженную надежность. Разброс параметров снижает качество проволоки, ибо разные участки проволоки термообрабатываются в различных режимах.
Цель изобретения - повыщение качества обрабатываемой проволоки за счет поддержания постоянными силы натяжения или величины вытяжки с повыщенной точностью при -прохождении проволоки через термическую часть, а также повыщение надежности работы и упрощение конструкции устройства.
Указанная цель достигается тем, что установка снабжена вариатором; замыкающим дифференциальную передачу, а обводной ролик выполнен с возможностью перемещения; обводной ролик установлен на тележке с приводом, передача выполнена замкнутой, причем замыкающее звено дифференциальной передачи выполнено в виде вариатора, а обводной ролик установлен с возможностью перемещения, например, на тележке от регулируемого груза, причем тележка связана с датчиком положения ролика, включающего привод на изменение передаточного отнощения вариатора.
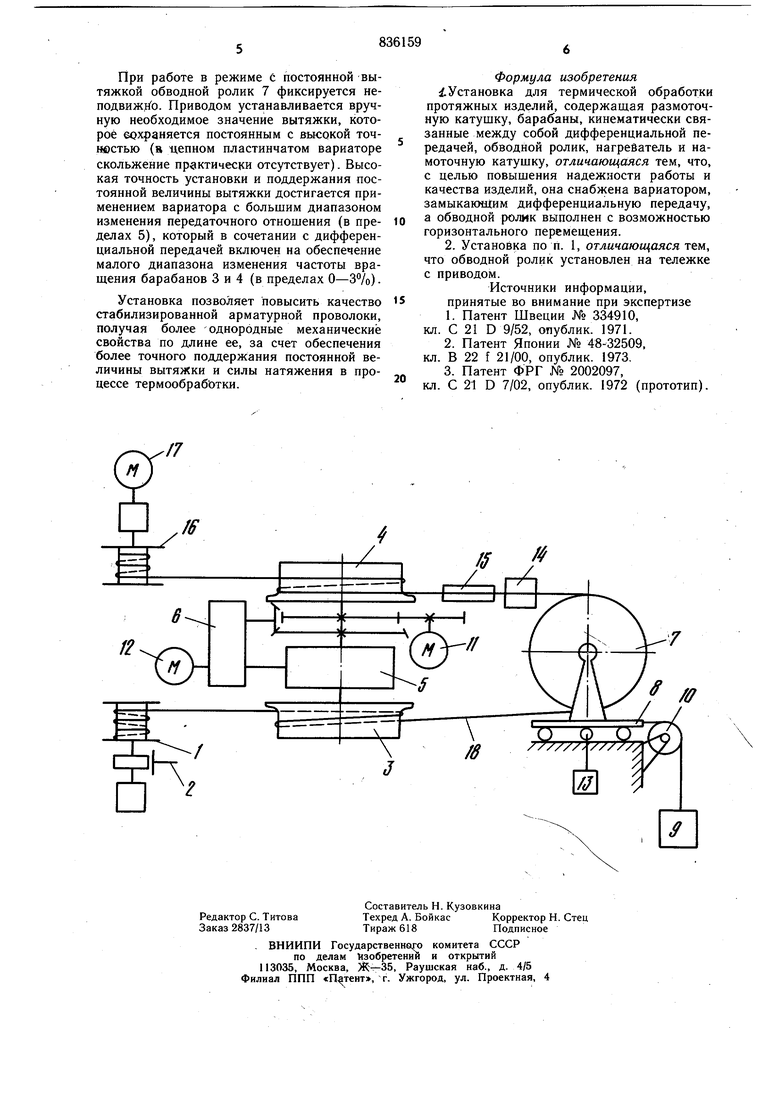
На чертеже показана схема установки для термической обработки протяжных изделий.
Установка состоит из размоточной неприводной катущки 1 с тормозом 2 из подающего барабана 3 и вытяжного барабана 4, жестко установленных на осях дифференциальной зубчатой передачи 5, цепного пластинчатого вариатора 6 и обводного ролика 7, установленного на тележке 8, оттягиваемой грузом 9 через неподвижный блок 10. Барабан 4 приводится от электродвигателя 11. Один вал вариатора 6 кинематически связан с выходным валом дифференциальной передачи 5, а другой вал - с водилом дифференциальной передачи 5. На вариаторе 6 имеется привод 12 для установки требуемого переда точного числа. Обводной ролик установлен с возможностью перемещения, например, на тележке, которая имеет датчик 13 положения
ролика 7. В ветви между обводным роликом 7 и барабаном 4 установлены нагреватель 14 для нагрева проволоки и холодильник 15. Установка включает также и приемную катущку 16 с приводом 17. Данная установка обеспечивает работу по получению стабилизированной проволоки в двух режимах: режим работы с постоянной величиной вытяжки и режим работы с постоянной силой натяжения в проволоке, которые требуются для отработки технологии стабилизации.
Установка работает следующим образом.
Режим работы с постоянной силой натяжения.
Проволока 18 заправляется через барабан 3, на .который укладывается 4-6 витков, проводится через обводной ролик 7, через нагреватель 14, холодильник 15, барабан 4, на который укладывается 4-6 витков, и закрепляется на приемной катущке 16.
При пуске одновременно включается электродвигатель 11 привода барабана 4 и привод 17 катущки 16, при этом тормоз 2 заторможен, создавая необходимое натяжение при размотке с катущки 1. Проволока 18 разматывается с катущки 1, проходит через барабан 3, обводной ролик 7, барабан 4 и наматывается на катущку 16. Обводным роликом 7 натягивается петля (на участке между барабанами 3 и 4) с заданной силой посредством регулируемого груза 9 и включается нагреватель 14. В процессе протягивания проволока подвергается нагреву и охлаждению под натяжением (сила натяжения доходит до 70% от предела прочности проволоки), приобретая свойства стабилизированной проволоки. При несоответствии разности линейных скоростей барабанов и величины вытяжки, зависимой от натяжения, в случае если петля начнет увеличиваться, обводной ролик будет перемещаться вправо (сохраняя натяжение проволоки постоянным) и датчик 13 поло° жения ролика включит электродвигатель привода 12 на изменение передаточного от-, ношения цепного вариатора 6 таким образом, чтобы барабан 3 замедлил эращение,. что вызовет в дальнейщем сокращение петли на
5 участке между барабанами 3 и 4. При сокращении петли обводной ролик 7 через некоторое время остановится и затем пойдет влево и, дойдя до среднего положения своего хода, включит электродвигатель привода 12. Если петля будет сокращаться, ролик 7
0 переместится влево от среднего положения своего хода и датчик 13 положения ролика f. включит привод 12 на изменение передаточного отнощения вариатора 6, который увеличит частоту вращения барабана 3, из-за чего петля начнет увеличиваться, и ролик 7, двигаясь вправо (сохраняя натяжение постоянным) и дойдя до среднего положения, датчиком 11 выключит привод 12 вариатора 6.
