13
щим из двух шестерен 5 и 14, одна из которых установлена на валу барабана 2, а другая - на валу регулируемого электродвигателя 12. Электродвигатели связаны с датчиками углового отклонения 15. При необходимости уменьшения или повьш ения усилия натяжения проволоки уменьшают момент на валу электродвигателя 12. В резульИзобретение относится к обработке металлов давлением и может быть использовано для волочения проволоки на станах барабанного типа с накопителем.
Цель изобретения - повышение производительности за счет обеспечения регулирования усилия натяжения проволоки без останова стана.
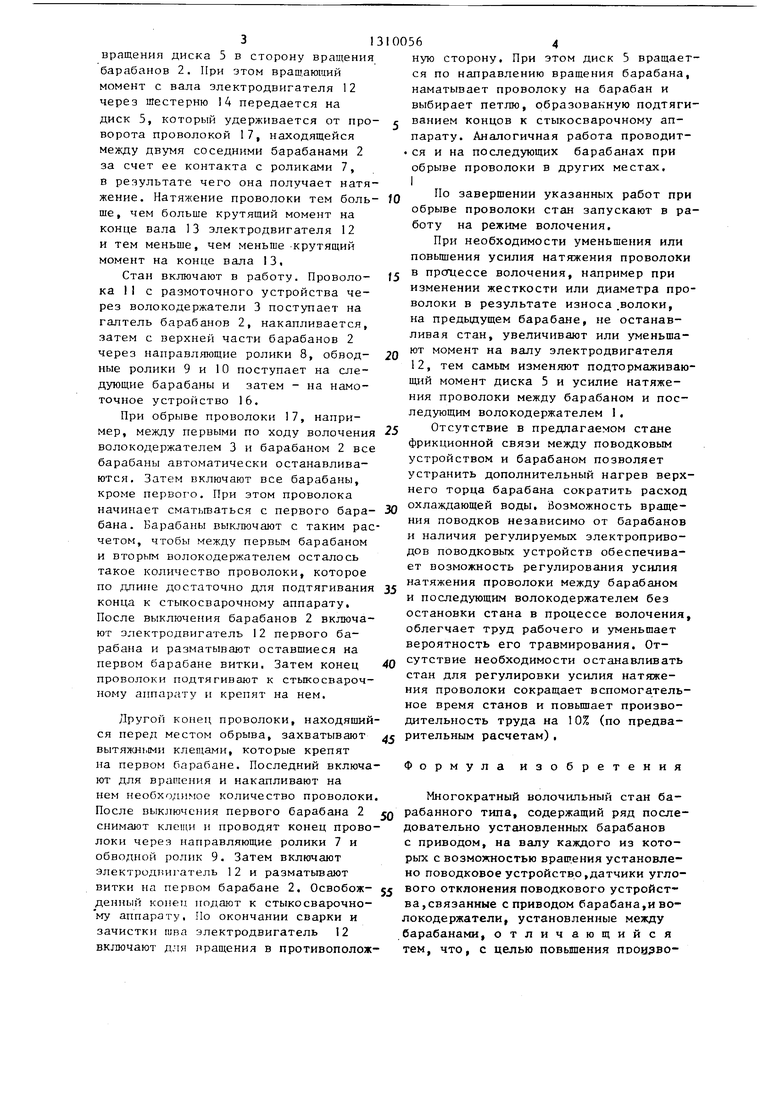
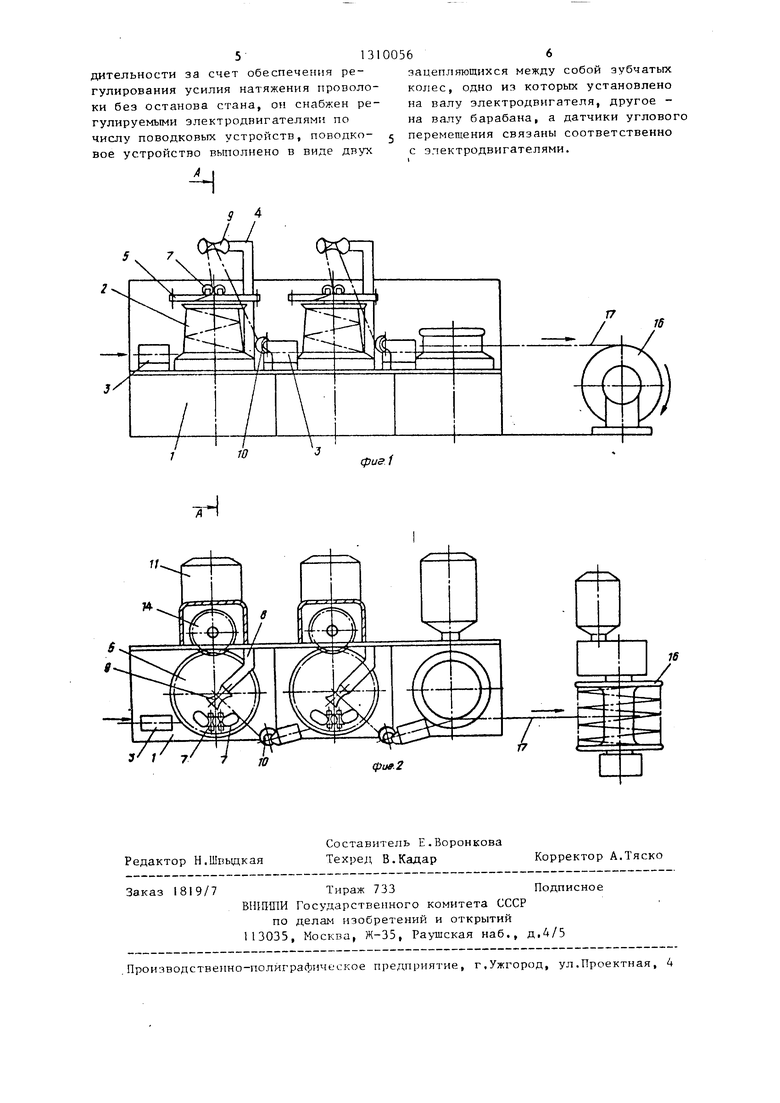
На фиг.1 изображен волочильный стан, общий вид; на фиг.2 - то же, план; на фиг. 3 - разрез А-А на фиг.1 .
Стан содержит станину 1, установ- ленные на )1ен волочильные барабаны 2, установленные между барабанами волокодержатели 3. На валу 4 каждого барабана 2 с возможностью вращения установлено поводковое устройство, выполненное в виде зубчатого колеса 5 с окном 6 и направляющим ро- - ликом 7. На стойках 8 и волокодержа- телях 3 установлены обводные ролики 9 и 10, Каждый барабан снабжен электродвигателем 1. Поводковое устройство снабжено регулируемым электродвигателем 12 постоянного тока, на один конец вала 13 которого посажено зубчатое колесо 14, сопряженное с зуб чатьм колесом 5. На другом конце вала 13 установлен сельсин-датчик 15 углового отклонения поводкового устройства, дающий сигнал на изменение скорости вращения барабана 2. Стан содержит намоточное устройств 16.
Стан работает следующим образом.
При заправке проволоку с размоточного устройства (не показано) проволоку 17 разматывают, ее конед заост- ряют в острильном стане (не показано и задают в волокодержатель 3. С дру
-.-
56
тате изменяется момент торможения поводкового устройства и тем самым усилие натяжения проволоки между барабаном и последующим волокодер- жателем. Отсутствие фрикционной связи между поводковым устройством и барабаном 2 устраняет дополнительный нагрев барабана 2. 3 ил.
5
to
35
) 25
30
гой стороны волокодержателя 3 заостренный конец проволоки 17 зажимают клещами, закрепленными на барабане 2, включают электропривод 11 барабана 2. Барабан 2 вращается, вытягивает заостренный конец из волокодержателя 3 и наматывает проволоку на себя. После намотки необходимого количества витков на барабане электродвигатель 11 выключают и барабан 2 останавливается. Конец проволоки освобождают от клещей. Клещи снимают с барабана 2. Затем конец проволоки задают через окно в наг1ра1зляющие ролики 7 и в обводные ролики 9 и 10. Затем на рсороткое время включают всномога- тельный электродвигатель 12 поводкового устройства для вращения диска 5 в сторону, противоположную враще- нгао барабана 2. При вращении диска с барабана 2 сматываются верхние витки проволоки, их вытягивают до острильного станка, после чего элер;тро- двигатель 12 выключают и производят острение проволоки. После этого снова включают электродвигатель 12 и теперь уже диск 5 вращается в сторону }зращения барабана 2. Диск 5, вращаясь, наматывает проволоку на барабан 2 и подтягивает конец проволоки от острильного станка к стану. При подходе конца проволоки к нолокодер- жателю 3 электродвигатель 12 останавливают и заостренный конец проволоки через обводной ролик 10 задают в следующий Болокодержатель 3. После этого аналогично заправляют все последующие барабаны. Затем конец проволоки закрепляют на катушке намоточного устройс1 ва 16.
Перед запуском стана в работу электродвигателя 12 включают для
31
вращения диска 5 в сторону вращения барабанов 2. При этом вращающий момент с вала электродвигателя 12 через Шестерню 14 передается на диск 5, который удерживается от про- ворота проволокой 17, находящейся между двумя соседними барабанами 2 за счет ее контакта с роликами 7, в результате чего она получает натяжение. Натяжение проволоки тем боль- ще, чем больше крутящий момент на конце вала 13 электродвигателя 12 и тем меньше, чем меньше -крутящий момент на конце вала 13,
Стан включают в работу. Проволока 1 1 с размоточного устройства через волокодержатели 3 поступает на галтель барабанов 2, накапливается, затем с верхней части барабанов 2 через направляющие ролики 8, обводные ролики 9 и 10 поступает на следующие барабаны и затем - на намоточное устройство 16.
При обрыве проволоки 17, например, между первыми по ходу волочения волокодержателем 3 и барабаном 2 все барабаны автоматически останавливаются. Затем включают все барабаны, кроме первого. При этом проволока начинает сматьгеаться с первого барабана. Барабаны выключают с таким расчетом, чтобы между первым барабаном и вторым волокодержателем осталось такое количество проволоки, которое по длине достаточно для подтягивания конца к стыкосварочному аппарату. После выключения барабанов 2 включают электродвигатель 12 первого барабана и разматывают оставшиеся на первом барабане витки. Затем конец проволоки подтягивают к стыкосварочному аппарату и крепят на нем.
Другой конец проволоки, находящийся перед местом обрыва, захватывают вытяжными клещами, которые крепят на первом барабане. Последний включают для вращения и накапливают на нем необходимое количество проволоки После выключения первого барабана 2 снимают клещи и проводят конец проволоки через направляющие ролики 7 и обводной ролик 9. Затем включают электроднигатель 12 и разматьгаают витки на первом барабане 2. Освобожденный конел подают к стыкосварочно- му аппарату. По окончании сварки и зачистки шва электродвигатель 12 включают для яращенил в противополож564
ную сторону. При этом диск 5 вращается по направлению вращения барабана, наматывает проволоку на барабан и выбирает петлю, образованную подтяги- ванием концов к стыкосварочному аппарату. Аналогичная работа проводит- ся и на последующих барабанах при обрыве проволоки в других местах, I
По заверщении указанных работ при обрыве проволоки стан запускают в работу на режиме волочения.
При необходимости уменьшения или повьшения усилия натяжения проволоки
в процессе волочения, например при изменении жесткости или диаметра проволоки в результате износа .волоки, на предыдущем барабане, не останавливая стан, увеличивают или уменьщают момент на валу электродвигателя 12, тем самым изменяют подтормаживающий момент диска 5 и усилие натяжения проволоки между барабаном и последующим волокодержателем 1,
Отсутствие в предлагаемом стане фрикционной связи между поводковым устройством и барабаном позволяет устранить дополнительный нагрев верхнего торца барабана сократить расход
охлаждающей воды. Возможность вращения поводков независимо от барабанов и наличия регулируемых электроприводов поводковых устройств обеспечивает возможность регулирования усилия натяжения проволоки между барабаном и последующим волокодержателем без остановки стана в процессе волочения, облегчает труд рабочего и уменьшает вероятность его травмирования, 0тсутствие необходимости останавливать стан для регулировки усилия натяжения проволоки сокращает вспомогательное время станов к повьшает производительность труда на 10% (по предварительным расчетам) ,
Формула изобретения
Многократный волочильный стан ба- рабанного типа, содержащий ряд последовательно установленных барабанов с приводом, на валу каждого из которых с возможностью вращения установлено поводковое устройство,датчики угло- вого отклонения поводкового устройства, связанные с приводом барабана,и волокодержатели, установленные между барабанами, отличающийся тем, что, с целью повышения производительности за счет обеспечения регулирования усилия натяжения проволоки без останова стана, он снабжен регулируемыми электродвигателями по числу поводковых устройств, поводко- вое устройство выполнено в виде двух
зацепляющихся между собой зубчатых колес, одно из которых установлено на валу электродвигателя, другое - на валу барабана, а датчики углового перемещения связаны соответственно с электродвигателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для многократного волочения проволоки барабанного типа | 1983 |
|
SU1088836A1 |
| Вытяжные клещи волочильного стана | 1979 |
|
SU787132A1 |
| Вытяжные клещи | 1978 |
|
SU789179A1 |
| Вытяжные клещи | 1978 |
|
SU789180A1 |
| Волочильный барабан | 1984 |
|
SU1271608A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| Тяговый волочильный барабан | 1984 |
|
SU1186313A1 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОКРАТНЫМ ПРЯМОТОЧНЫМ ВОЛОЧИЛЬНЫМ СТАНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111807C1 |
| Тяговый волочильный барабан | 1985 |
|
SU1323149A1 |
| Стан многократного волочения проволоки | 1978 |
|
SU884782A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для волочении проволоки на многократных станах барабанного типа. Цель изобретения - повышение производительности за счет обеспечения регулирования усилия натяжения проволоки без останова стана. Каждый приводной барабан 2 снабжен поводковым устройством, состоя- А (Л fcc
1В
фиг1
И
//7/ ;
ГО
(puff. 2
Редактор Н.Швыдкая
Составитель Е.Воронкова Техред В.Кадар
Заказ 1819/7Тираж 733Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор А.Тяско
| Когос A.M | |||
| Механическое оборудование волочильных лентопрокатных цехов | |||
| М.: Металлургия, 1980, |с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Прибор для рассматривания стереоскопических кинематографических снимков | 1925 |
|
SU3648A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
