I
Изобретение относится к литейному производству, в частности к постоянным питейным формам-кокилям, которые могут быть использованы для получения отливок из тугоплавких сплавов с глубокими полостями (родной стороны относительно плоскости разъема формы.
Известна постоянная литейная форма, содержащая полуформы с горизонтальной плоскостью разъема и систему газового выталкивания отливки, выполненную в одной из полуформ 13 .
Однако в этих формах пуансоны формы обжатые отливкой, испытывают растягивающие напряжения и препятствуют равномерному выталкиванию отливки, что приводит к разрушению (отрыву) пуансонов формы и коробления отливки. Этот недостаток ограничивает применение постоянных форм из термостойких материалов (керамических, металлокерамических, гра4мтовых и др.), не обладающих высоко механической прочностью, аследовательно и производство отливок JH3 тугоплав:ких сплавов (чугуна, стали) в постоянных формах.
Целью изобретения является повыщение механической стойкости постоянных форм и уменьшение коробления отливок.
Поставленная цель достигается тем, что в постоянной литейной форме, содержащей две полуформы, с горизонтальным разъемом и систему газового выталкивания отливки, выполненную в одной из полуформ , полуформы выполнены из мгасропористого материала, при этом полуформа с системой газового выталкивания изолирована снаружи герметичными стенками, а по разъему за пределами рабочей полости изолирована герметичными стенками другой полуформы и упругим уплотнением, установленным по контуру разъема формы.
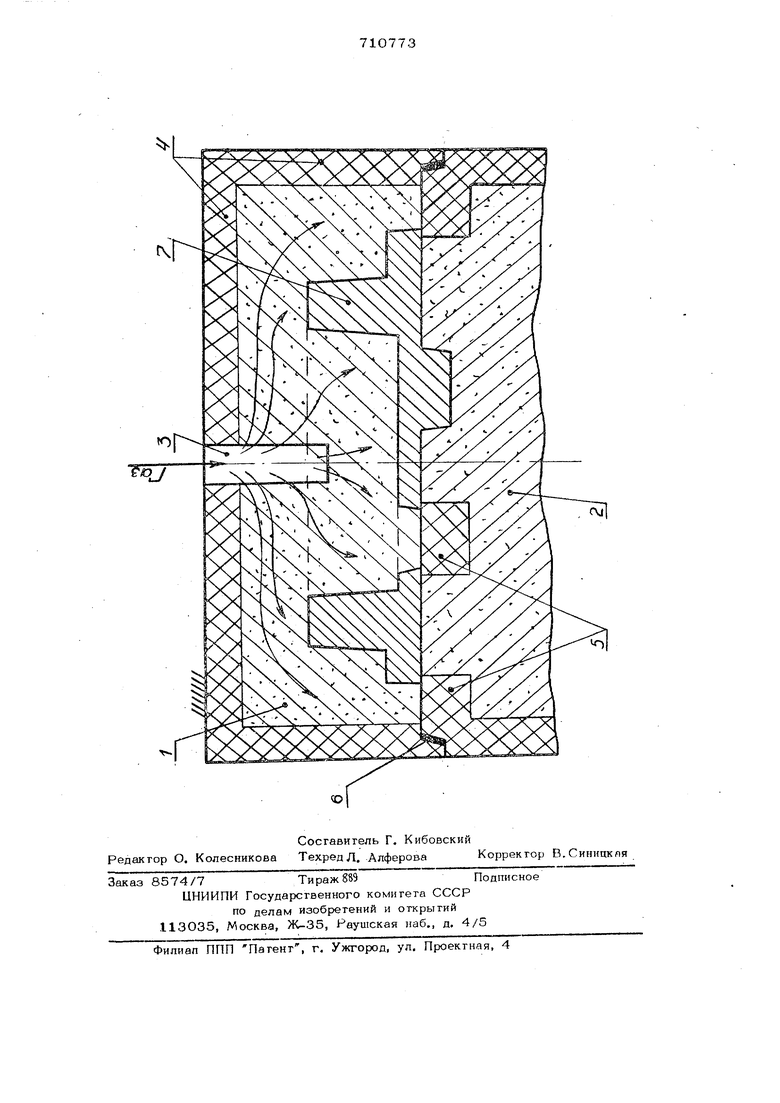
На чертеже схематически изображена постоянная литейная форма с отливкой, разрез.
Схема формы содержит две микропористые пол формы 1 и 2 с горизонтальiibiM разъемом и систему 3 газового вы т алкивания, размещенную в полуформе 1. В качестве микропористого материала используются термостойкие материалы (керамические, металлокерамические, графитовые и др,). Микропористая полуформа 1 с системой .газового выталкивания изолирована снаружи герметичными стенками 4, а по разъему за пределами рабочей по.лосги изолирована герметичными стенками 5 другой мгасропористой полуформы 2. Герметичные стенки полуформ составляют одно целое с микропористой основой полуформ и образуются, в частности, пропиткой пористых полуформ снаружи термосгой кими керамическими, силикатными и други ми материалами. По контуру разъема микропористая полуформа с системой газового выталкива- иия изолирована упругим уплотнением 6-, выполненным из упругого материала, например термостойкой резины, которое образует плотное разъемное соединение двух полуфоры 1 и 2. За счет упругости прокладка герметизирует полуформу 1 (пре дохраняет утечку г.аза) по контуру разъема формы при разъединении полуформ в процессе газового выталкивания огливки 7 из полуформы 1. Выталкивание отливки 7 КЗ попуфоркы 1 начинается подачей газа в эту полуформу при медленном разъединенги; полуформ 1 и 2. Отливка 7 выталкивается из полуформы 1 в прижатом состоянии к полуформе 2, чем обеспечивается герметизация полуфорьы 1 (предЬхрэняется утечка газа) и исключается коробление отливки. Газ, выталкивающий отливку, своим противодействием на пуансоны полуформы 1 предохраняет их от разрушения (отрыва). После выхода отливк 7 из контакга с полуформой 1 за счет уклонов на вертикальных стенках отливки отключается газовая система выталкивания. Вслед за отключением газовой системы в процессе дальнейшего разъединения полуформ происходит разгерметизация поЛуфор ды 1 по Контуру разъзма и полное | аскрытие формы, после чего отлиЬка 7 свободно удаляется из полуформы 2, не обжимающейся стенками огливки. При этом микропористые полуформы могут находиться в металлических корпусах. Отливка может выталкиваться при высокой температуре. Формула изобретения Постоянная литейная форма, содержащая полуформы с горизонтальным разъемом и систему газового выталкивания отливки, выполненную с одной из полуформ, отличающаяся тем, что, с целью повышения механической стойкости формы и уменьшения коробления отливки, полуформы выполнены из микропористого материала, при этом полуформа с системой газового выталкивания изолирована снаружи герметичными стенками, а по разъему за пределами рабочей полости изолирована герметичными стёшсами другой полуформы и упругим уплотнением, установленным по контуру разъема форма, Источники информации, принятые во внимание при экспертиза 1. Авторское свидетельство СССР № 443718, кл. В 22 О 17/22, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Постоянная литейная форма | 1978 |
|
SU806242A2 |
| Постоянная литейная форма | 1978 |
|
SU740395A1 |
| СПОСОБ ОКРАСКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ЛИТЕЙНЫХ МИКРОПОРИСТЫХ ФОРМ С СИСТЕМОЙ ГАЗОВОГО ОХЛАЖДЕНИЯ И ВЫТАЛКИВАНИЯ ОТЛИВОК | 1992 |
|
RU2015799C1 |
| Постоянная литейная форма | 1972 |
|
SU443718A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| Постоянная форма для литья свинцовых токоотводов | 1982 |
|
SU1049177A1 |
| Установка для литья под давлением | 1982 |
|
SU1069939A1 |
| СПОСОБ УДАЛЕНИЯ ОТЛИВОК ИЗ ЛИТЕЙНЫХ ФОРМ | 1973 |
|
SU404561A1 |