1
Изсэбретение относится к литейнояу производству, а именно к постоянным формам, которые могут быть использо.ваны для получения фасонных отливок ия тугоплавких сплавов,
По основному авт. св. № 710773 известка постоянная литейная форма, содержащая микропористые полуфррмн С герметичными периферийными частями систему газового вталкивания отливок, упругое уплотнение и литниковый канал в верхней полуформе 1..
Однако микропористые формы имеют пониженную теплопроводность. Это увеличивает время изготовления отливок. .
Цель изобретения - cokpapjeHHS цикла получения отливок.
Поставленная цель достигается тем, что литниковый канал снабжен управляе1«ым запорным клапаном, а в герметичных частях стенок полуформ у плоскости разъема выполнены выпускные отверстия для газа с управляемыми клапанами давления.
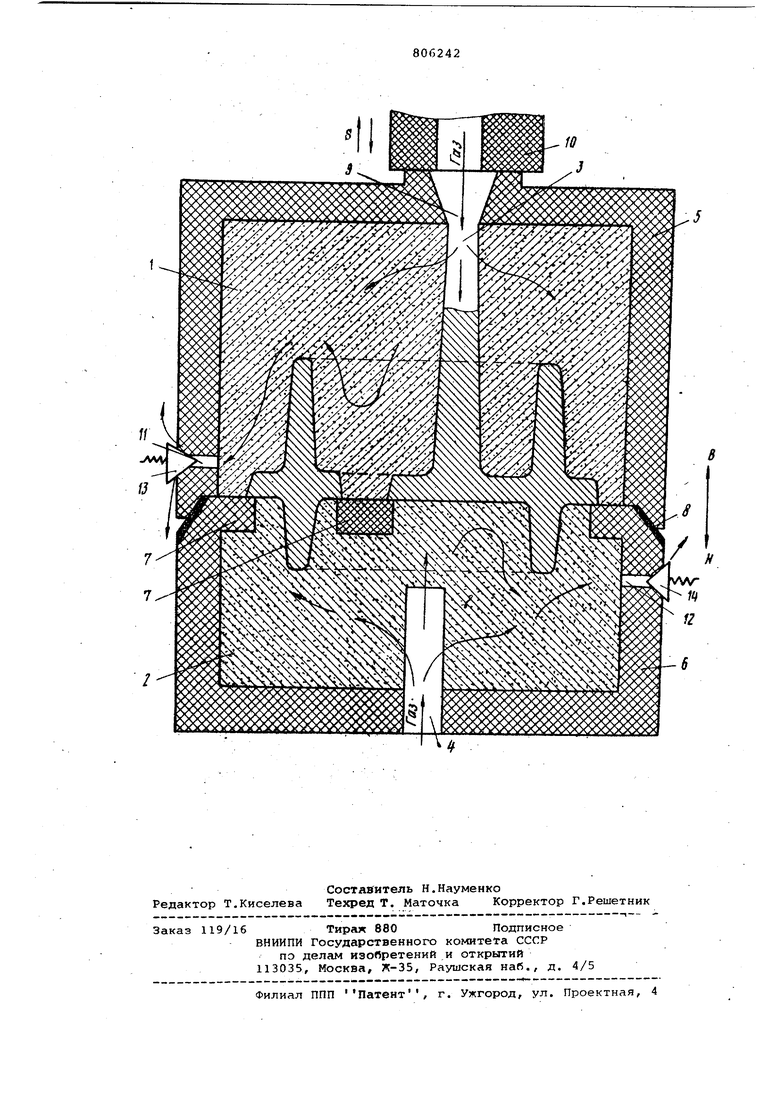
На чертеже изображена залитая металлом постоянная литейная форма, разрез.
.Форма охлаждается (вентилируется) газом при помощи системы газового выталкивания отливок.
Форма содержит две микропористые полуформы 1 и 2 с горизонтальным разъемом, каналы 3 и 4 системы газового вытсшкивания отливок в двух полуформах, герметичные стенки 5 и 6 снаружи в двух полуформах, герметичные стенки 7 по разъему за пределами рабочей полости в одной полуформе, упругое уплотнение 8 по контуру разъема формы, литниковый канал 9 для заливки металла в верхней полу5форме. Литниковый канал снабжен управляемым запорным клапаном 10. Каиа/1 системы газового выталкивания в верхней полуформе совмещен с литниковым каналом. В наружных гермеQтичных частях стенок полуформ 1 и 2 разъема выполнены выпускные отверстия 11 и 12 для газа с управляемыми клапанами давления 13 и 14.
Заливку металла в форму произво5дят через литниковый канал. 9 при открытом запорном клапане 10 и открытых выпускных отверстиях 11 и 12.
Сразу после заливки металла в Лорму запорным клапаном 10 закрывают литниковый канал 9, клапанами давле0ния 13 и 14 закрывают отверстия 11 и 12 и подают газ в каналы 3 и 4 системы газового выталкивания отлиаок. Д.аэление газа в канале 3 выше, чем в канале 4, Форму в этот период не раскрывают. Перепускав газ через клапаны давления 13 и 14 из формы наружу, охлаждают (вентилируют) форму при избыточном давлении газа в форме. Благодаря наличию управляемого запорного клапана обеспечивается возможность совмещения канала систе мы газового выталкивания с литникоBbiM каналом для заливки металла в форму. Благодаря совмещению канала.сист мы газового выталкивания с литников каналом исключается вытеснение жидкого металла из рабочер полости Фор мы в литниковый кангш при действии газа на жидкий металл. Благодаря наличию выпускных отверстий для газа у плоскости разъем обеспечивается возможность охлаждать (вентилировать) залитую металлом форму, Благодаря наличию управляемых кл панов давления обеспечивается возможность с помощью системы газового выталкивания охлаждать {вентилировать) замкнутую металлом форму под избыточным давлением. Вентиляция формы под избыточным давлением интенсифицирует охлаждение залитого метсшла и рабочих поверхностей формы, контактирующих с залитым металлом, исключает перегрев рабочих поверхностей формы. Это повмиает стойкость формы и сокращает время изготовле.ния отливок. Кроме того, кристаллизация металла под давлением способствует повышению плотноети отливок. После затвердевания металла при помощи газовой системы отливку выталкивают сначала из одной цолуформы в процессе раскрытия форм, а затем из другой раскрытой полуЛормы. Формула изобретения Постоянная литейная форма по авт. св. №710773, отличающ а я с я- тем, что, с целью сокращения цикла получения отливок, литниковый канал снабжен управляемым запорным клапаном, а в герметичных частях стенок полуЛорм у плоскости разъема выполнены выпускные отверстия дпя газа, снабженные управляемы ми клапанами давления. Источники инлормации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 710773, кл. В 22 П 15/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Постоянная литейная форма | 1978 |
|
SU740395A1 |
| СПОСОБ ОКРАСКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ЛИТЕЙНЫХ МИКРОПОРИСТЫХ ФОРМ С СИСТЕМОЙ ГАЗОВОГО ОХЛАЖДЕНИЯ И ВЫТАЛКИВАНИЯ ОТЛИВОК | 1992 |
|
RU2015799C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Способ получения отливок | 1987 |
|
SU1482751A1 |
| Способ литья под давлением | 1990 |
|
SU1787675A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2699430C1 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| Установка для получения тонкостенных отливок | 1972 |
|
SU452947A3 |