Изобретение относится к литейному производству, а частности к производству отливок из свинцовых сплавов литьем в кокиль или под давлением.
Известна пресс-форма для литья под давлением, содержащая неподвижную полуформу и подвижную полуформу, снабженную системой выталкивания отливки 1.
Основным недостатком данной пресс-формы является сложность получения в ней ажурных отливок из свинцовых сплавов, обладающих малой прочностью, в частности, отливок токоотвоДов аккумуляторов, имеющих толщину менее 2-3 мм. Для извлечения из данной формы таких отливок необходима сложная система толкателей, а для некоторых типоразмеров токоотводов способ извлечения отливки из формы с помощью толкателей малоприемлем.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является постоянная литейная форма, содержащая неподвижную полуформу и подвижнуюполуформу, включающую опорную плиту и формообразующий вкладыщ, между которыми выполнена полость для подвода в нее под давлением рабочего агента, а также систему газового выталкивания отливки, состоящую из каналов и фильтров 2.
Недостатком известной пресс-формы является сложность ее в эксплуатации, связанная с необходимостью периодической очистки или замены металлокерамических фильтров.
Кроме того, в известной пресс-форме неизбежно образование заливов металла по плоскости разъема формы вследствие высокой жидкотекучести свинцовых сплавов, что приводит к с1шжению качества отливок и вызьшает необходимость их дополнительной обработки.
Цель изобретения - повышение качества отливок и упрощение извлечения отливки из формы.
Цель достигается тем, что в постоянной форме для литья свинцовых токоотводов, содержащей полуформы, включающие опорную плиту и формообразующий вкладыш, между которыми вьшо;шены полости для подвода
под давлением рабочего агента, формообразующий вкладьщ вьшолнен в виде упругой плас тины.
На чертеже схематично показана одна из 5 полуформ литейной формы.
Полуформа включает опорную плиту 1, к которой присоединен формообразующий вкладыш 2, выполненный в виде упругой пластины, на рабочей поверхности которой вьшолне0 ны формообразующие полости 3 и литниковая . шстема 4.
Между опорйой плитой и формообразующим вкладышем вьшолнена полость 5 для подвода в нее под давлением рабочего агента (жидкос5 ти или газа) по трубопроводу 6. Давление рабочего агента регулируется с помощью редуктора 7. Термостатирование формы осуществляется системами подогрева и. охлаждения.
Форма работает следующим образом. QПеред заливкой металла подвижная и неподвижная полуформы смыкаются, образуя формообразующую полость 3. В полость 5 через редуктор 7 и трубопровод 6 под давлением рабочий агент. Под действием давления упругае 5 фррмообразующие вкладыши 2 каждой из полуформ/плотно примыкают друг к другу по всей - поверхности разъема. Затем в форму через литниковую систему 4 заливается металл, который заполняет формообразующую полость. Поел затвердения металла форма раскрывается. При этом под давлением рабочего агента упругий формообразующий вкладыш 2 выгибается в сторону действия давления, что приводит к самопроизвольному удалению отливки из формы. Затем литейный цикл повторяется.
Величина прогиба упругих формообразующих вкладышей на различных этапах работы полуфбрмы регулируются изменением давле1ШЯ рабочего агента с помощью редуктора 7.
0Изобретение позволяет получать отливки
из свинцовых сплавов без облоя и, следовательно, исключить их дальнейшую обработку, а также упростить удаление отливки из формы, упростить конструкцию формы за счет
5 исключения системы выталкивания отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |
| Устройство для литья под давлением | 1985 |
|
SU1289595A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Металлическая форма для литья под газовым давлением | 1982 |
|
SU1090494A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1528612A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
ПОСТОЯННАЯ ФОРМА ДЛЯ ЛИТЬЯ СВИНЦОВЫХ ТОКООТЮДОВ, содержащая полуформы, включающие опорную, плиту и формообразующий вкладыш, между которыми выполнена ,полость для подвода под давлением рабочего агента, отличающаяся тем, что, с целью повышения качества отливки и упрощения извлечения ее из формы, формообразующий вкладыш выполнен в виде упругой пластины.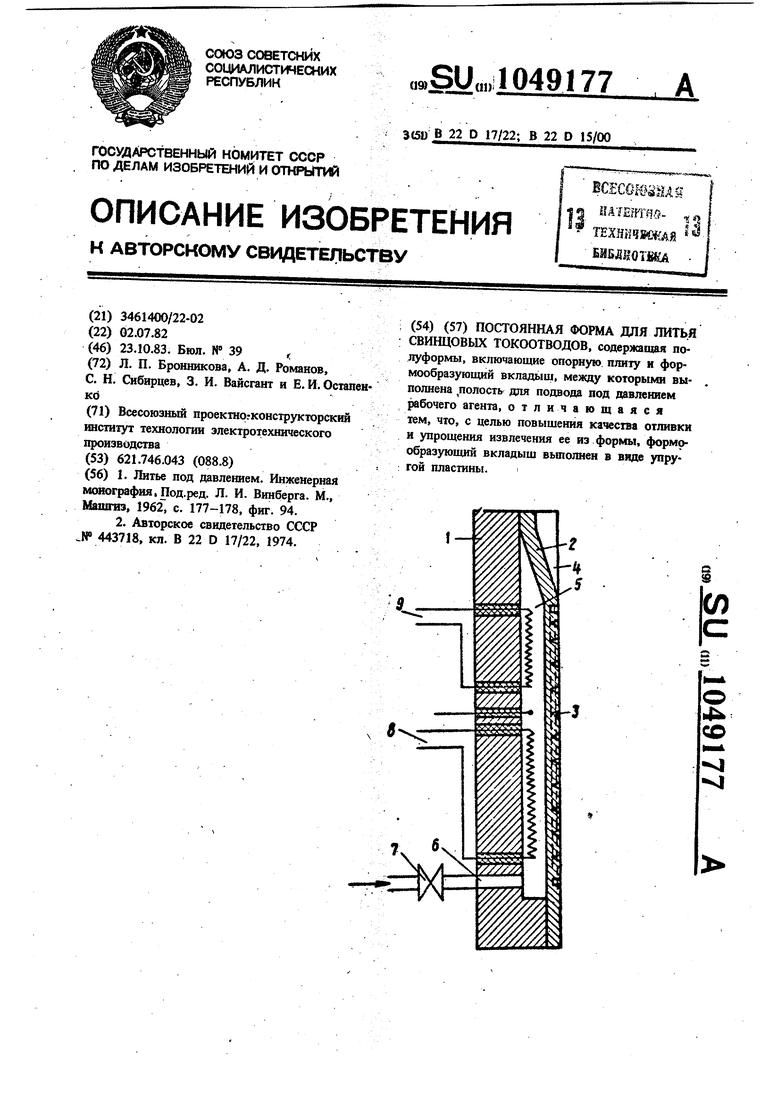
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литье под давлением | |||
| Инженерная Амяюграфия.Под.ред | |||
| Л | |||
| И | |||
| Винберга | |||
| М., Машгиз, 1962, с | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
| фиг | |||
| Экономайзер | 0 |
|
SU94A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
