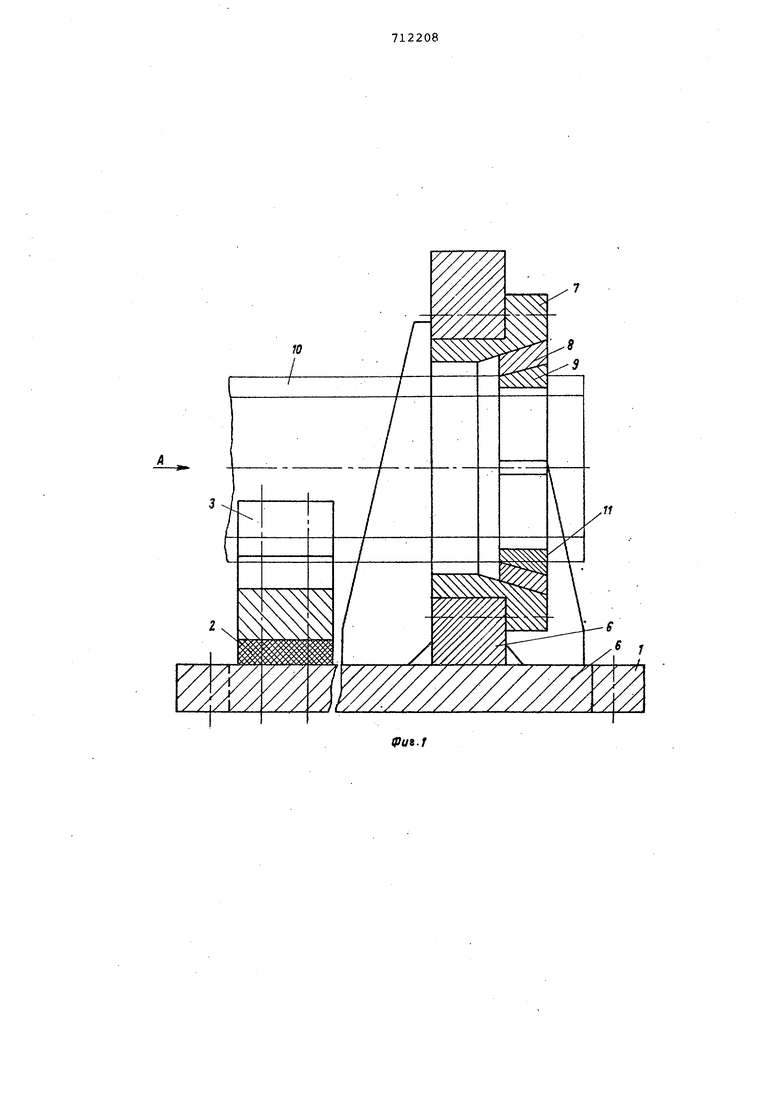
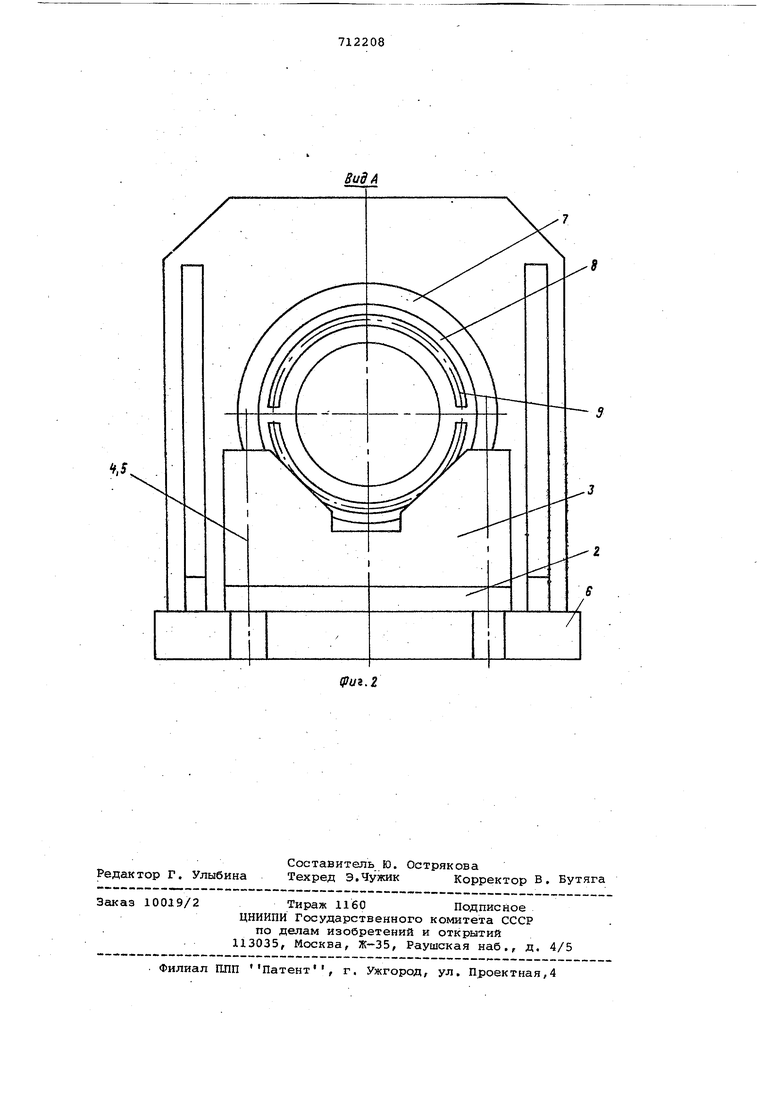
два стопориых полукольца 9 с наружкьпл центрирующим конусом.
Количество установочньк амортизирующих призм 3 зависит от длины трубчатой заготовки 10 с технологической .кольцевой канавкой 11 и ее исходной жесткости.
Предлагаемое зажимное устройство работает следующим образом.
Зажимное устройство основанием 1 устанавливается на станину протяжного станка и закрепляется болтаг да. Расстояние от быстродействующего зажимного узла до торца средней стенки станка определяется длиной трубчатой заготовки 10.
Заготовка 10 (с технологической кольцевой канавкой по наружному диаметру на входном торце) укладБшается на открытые установочные амортизирующие призмы 3, которые регулируютс по высоте при помощи болтов 4,
После этого из опорно-дентрирующего узла вынимается центрирующая втулка 8 со стопорньми полукольцами 9, И входной торец заготовки 10 (с технологической кольцевой канавкой) пропускается через отверстие планшайбы 7 (на 150-200 мм за планшайбу) .
На, конец заготовки 10 одевается опорно-центрирующая втулка 8 меньшим диаметром конуса к опорной планшайбе 7 и сдвигается за ее кольцевую канавку 11.
В кольцевую канавку 11 заготовки 10 вставляется два стопорных полукольца 9 (сверху и снизу) меньшим . диаметром конуса к -опорной планшайбе 7. На стопорные полукольца 9 надвигается опорно-центрирующая втулка 8 до совмещения их торцов, которая обжимает стопорные полукольца 9 по внутреннему диаметру кольцевой канавки Ц и удерживает их от вьападения.
При подаче трубчатой заготовки 10 влево.(в сторону средней стойки станка) наружный конус опорно-центрирующей втулки 8 входит в конус опорной планшайбы 7, тем самым осуществляется жесткое закрепление входного торца заготовки 10 и ее центрирование относительно оси станка. После этого осуществляется процесс дорнования.
По окончании процесса дорнования производят .раскрепление детали 10, и она вместе со стопорными полукольцами 9 и центрирующей втулкой 8 подается вправо на 200 мм за опорную планшайбу 7 и вручную сдвигается со стопорных полуколец 9, освобождая тем самым деталь 10.
Далее весь цикл повторяется.
Формула изобретения
Зажимное устройство для обработки отверстий длинномерных трубчатых деталей, содержащее стойку и плиту
с установочными амортизирующими опорами, отличающеес я тем, что, с целью обеспечения жесткого крепления входного торца детали в процессе дорнования, преимущественно
на растяжение, и надежного центрирования ее относительно оси станка, стойка смонтирована на плите и снабжена быстродействующим опорно-центрирующим узлсм, состоящим из опорной
планшайбы, во внутреннем конусе, которой размещена съемная центрирующая втулка, выполненная с внутренним конусом, предназначенным для взаимодействия с введенными в зтот узел двумя стопорными полукольцами.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 498109, кл. В 23 D 41/02, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| Устройство к протяжным станкам для закрепления нежестких деталей | 1985 |
|
SU1329925A1 |
| Устройство для зажима стеклозаготовок приСВАРКЕ | 1979 |
|
SU850621A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Инструмент для подачи металла под накатку зубчатых профилей | 1978 |
|
SU854531A1 |
| Устройство для центрирования заготовки на планшайбе | 1990 |
|
SU1773571A1 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1990 |
|
SU1779437A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2005 |
|
RU2308366C2 |