Изобретение относится к области автоматической дуговой сварки и может быть использовано при контроле смещения шва при изготовлении металлоконструкций в судостроении, машиностроении и других отраслях промышленности.
Известен способ слежения по стыку при котором на свариваемую поверхность наносят контрольную линию, параллельно свариваемым кромкам 1.
С помощью следящего устройства направляют сварючный автомат по этой линии. Для контроля смещения ива линию не используют.
Контроль за смещением шва.осуществляют рентгенографией, ультразвуковым или другими методами.
Однако этот способ не позволяет контролировать смещение шва в процессе сварки и оперативно определить и устранить причину смещения.
Целью настоящего изобретения является обеспечение возможности определения смещения шва в процессе сварки.
Поставленная цель достигается тем что наносят вторую.контрольную линию во время сварки и сравнивают положение этой линии и оси шва относительно предварительно нанесенной .пинии и между собой.
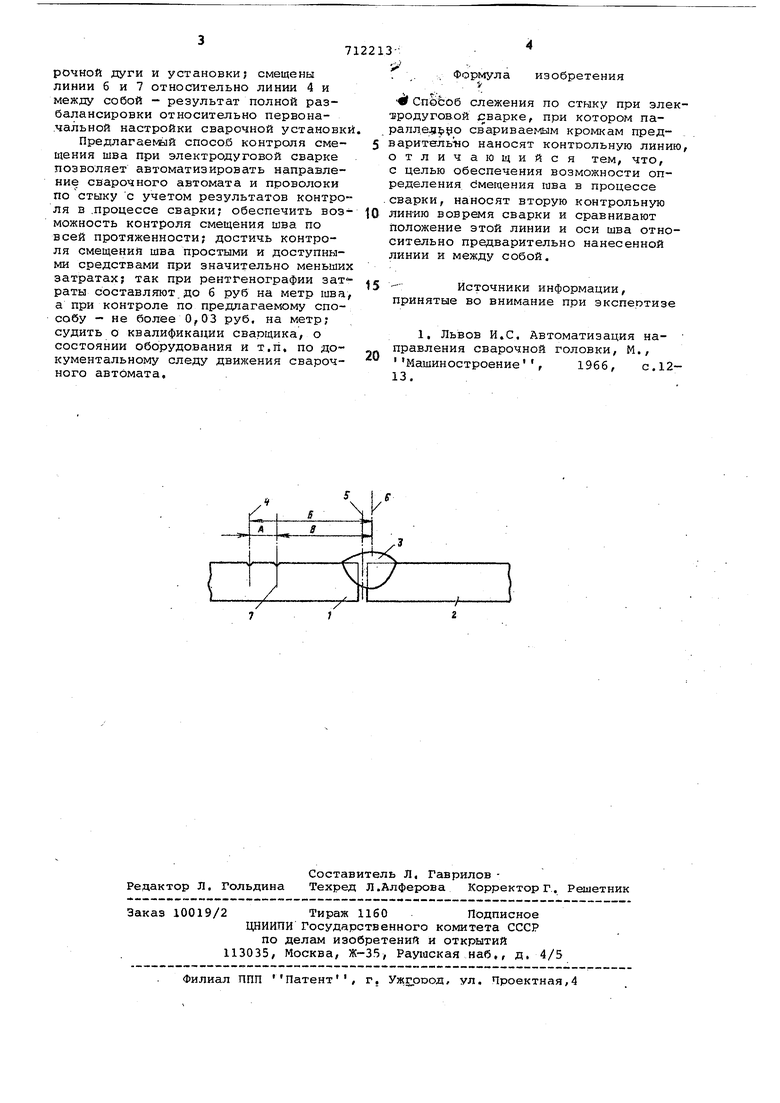
На чертеже показана схема реализации способа.
Заготовки 1 И 2 сваривамт швом 3, На заготовку 1 наносят предварительно контрольную линию 4 параллельно линии 5 кромок, с которой при правиль0ном положении шва должна совпадать его осевая линия 6. В процессе сварки с помощью устройства, жестко связанного со сварочным автоматом, наносят контрольную линию 7. Линии
5 6 и 7 наносят с помощью чертилки, резца, нитки, покрытой мелом или краской.
В процессе сварки визуально с помощью замеров или специальных авто0матических устройств сравнивают положение линий 6 и 7 относительно линии 4 и между собой (размеры А, Б и В), на основе сравнения делают выводы о работе установки, а именно
5 если смещена линия 6 - результат смещения сварочной дуги; смещены линии б и 7 - результат смещения сварочной установки; смещены линии 7 - результат встречного смещения сна0
рочной дуги и установки) смещены линии б и 7 относительно линии 4 и между собой - результат полной разбалансировки относительно первона.чальной настройки сварочной установки
Предлагаемый способ контроля смещения шва при электродуговой сварке позволяет автоматизировать направление сварочного автомата и проволоки по стыку с учетом результатов контроля в .процессе сварки; обеспечить возможность контроля смещения шва. по всей протяженности; достичь контроля смещений шва простыми и доступными средствами при значительно меньших затратах; так при рентгенографии зат-раты составляют до б руб на метр шва, а при контроле по предлагаемому способу - не более 0,03 руб. на метр; судить о квалификации сварщика, о состоянии оборудования и т.п. по документальному следу движения сварочного автомата.
Формула
изобретения
, v
Спйсоб слежения по стыку при элеквродуговой сварке, при котором паралле-з уо cвapивae 1ым кромкам пред- 5 варитнльтю наносят контрольную линию, отличающийся тем, что, с целью обеспечения возможности определения «Смещения шва в процессе .сварки, наносят вторую контрольную 0 линию вовремя сварки и сравнивают положение этой линии и оси шва относительно предварительно нанесенной линии и между собой.
Источники информации, принятые во внимание при экспе.отизе
1. Львов И.С. Автоматизация направления сварочной головки, М.,
Машиностроение, 1966, с.1213.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| Способ автоматического слежения за стыком | 1988 |
|
SU1606278A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ автоматического слежения за стыком свариваемых кромок | 1980 |
|
SU979049A1 |
| Контрольный образец для магнитографической дефектоскопии | 1989 |
|
SU1677602A1 |
| Способ автоматического слежения за стыком | 1985 |
|
SU1230773A1 |
| Способ автоматического регулирования процесса дуговой сварки | 1988 |
|
SU1618544A1 |
| Автомат для сварки кольцевых стыков | 1983 |
|
SU1156880A1 |
