(54) УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ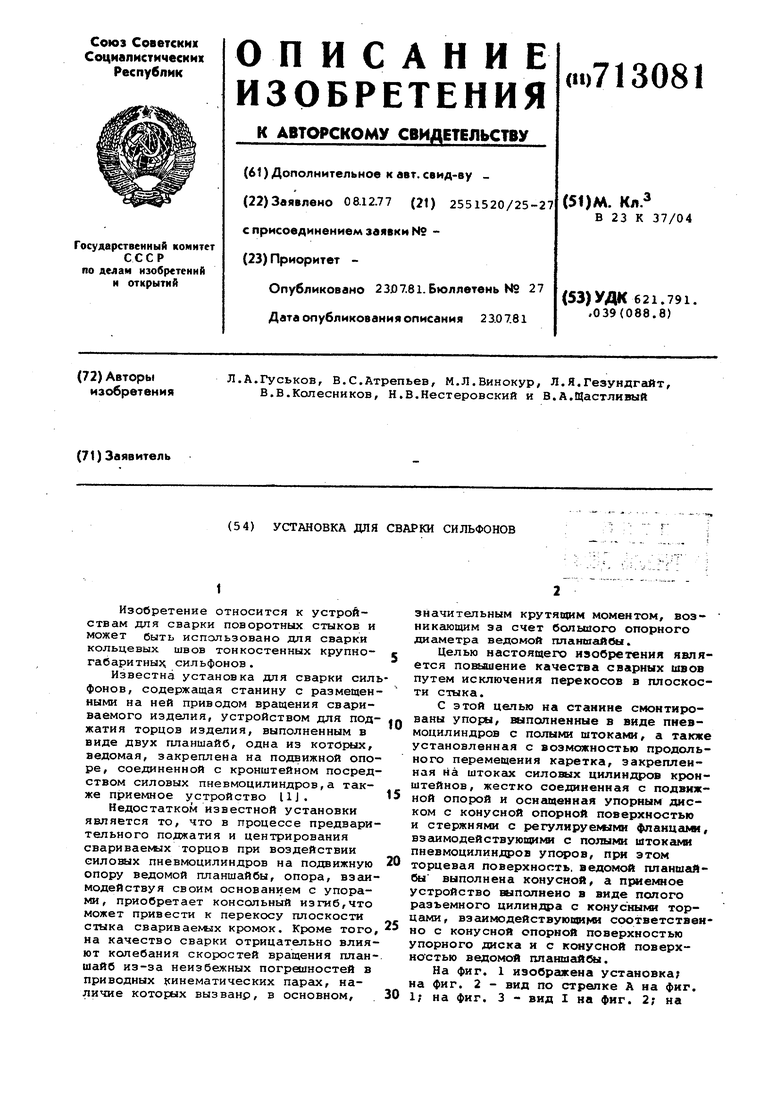

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| Установка для сварки сильфонов | 1982 |
|
SU1069970A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Позиционер | 1980 |
|
SU946871A1 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |

1
Изобретение относится к устройствам для сварки поворотных стыков и может быть использовано для сварки кольцевых швов тонкостенных крупногабаритных сильфонов.
Известна установка для сварки сильфонов, содержащая станину с размещенными на ней приводом вращения свариваемого изделия, устройством для поджатия торцов изделия, выполненным в виде двух планшайб, одна из которых, ведомая, закреплена на подвижной опоре, соединенной с кронштейном посредством силовых пневмоцилиндров,а также приемное устройство 11J.
Недостатком известной установки является то, что в процессе предварительного поджатия и центрирования свариваемых торцов при воздействии силовых пневмоцилиндров на подвижную опору ведомой планшайбы, опора, взаимодействуя своим основанием с упорами, приобретает консольнь1й из гиб, что может привести к перекосу плоскости стыка сваривае ых кромок. Кроме того, на качество сварки отрицательно влияют колебания скоростей вращения планшайб из-за неизбежных погрешностей в приводных кинематических парах, наличие которых вызванр, в основном, .
значительным крутящим моментом, возникающим за счет большого опорного диаметра ведомой планшайбы.
Целью настоящего изобретения является повьшение качества сварных швов путем исключения перекосов в плоскости стыка.
С этой це.1ью на станине смонтированы упоры, выполненные в виде пневмоцилиндров с полыми штоками, а также установленная с возможностью продольного перемещения каретка, закрепленная на штоках силовых цилиндров кронштейнов, жестко соединенная с подвижной опорой и оснгиценная упорным диском с конусной опорной поверхностью и стержнями с регулируемыми флаииалт, взаимодействующими с поламк штока1иш пневмоцилиндров упоров, при зтом торцевая поверхность, ведомой планшайбы выполнена конусной, а приемное устройство выполнено в виде полого разъемного цилиндфа с конусны1ию торЦЕ1МИ, взаимодействующики соответственно с конусной опорной поверхностью упорного диска и с конусной поверхностью ведомой планшайбы.
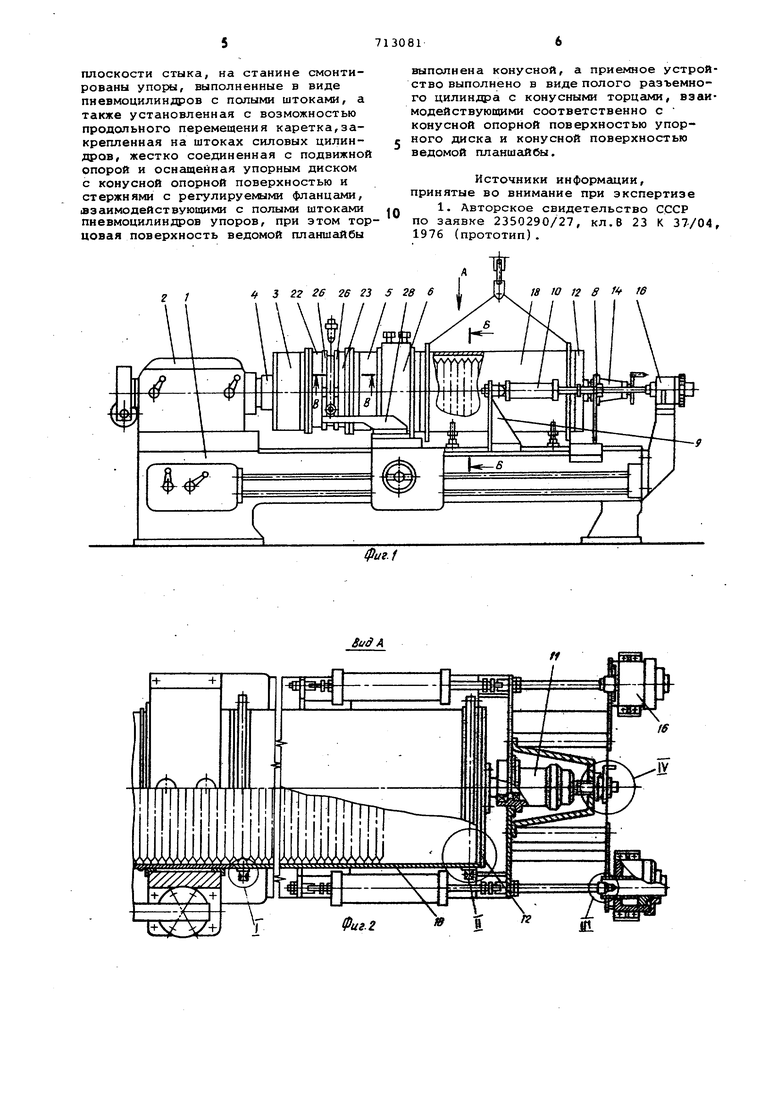
На фиг. 1 изображена установка; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид 1 на фиг. 2; на фиг. 4 - вид II на фиг. 2; на фиг. 5вид III на фиг. 2; на фиг. 6 - вид IV на фиг. 2; на фиг. 7 - сечение Б-Б на фиг. I; на фиг, 8 - сечение В-В на фиг.1. Установка для сварки сильфонов содержит станину 1, на которой размещены: привод вращения свариваемого изделия 2 и устройство для поджатия торцов свариваемого изделия, которое выполнено в виде двух планшайб. Одна из них является ведущей планшайбой 3, расположена на неподвижной опоре 4 и связана с приводом вращения 2. Другая планшайба 5 является ведомой и расположена на подвижной опоре б. Подвижна опора 6 связана жесткой связью 7с кареткой 8, установленной с возможностью перемещения вдоль станины. На станине закреплен кронштейн 9 с силовыми цилиндрами и, а каретка 8 соединена со штоками этих цилиндров. При этом на каретке 8 смонтирован посредством подшипникового узла 11 упорный диск 12 с конусной опорной поверхностью 13, а также резьбовыми стержнями 14 с регулируемыми резьбовыми фланцами 15. На станине смонтированы упоры,выполненные в виде пневмоцилиндров 16 с полыми штоками 17, при этом резьбо вые стержни 14 установлены внутри по лых штоков 17 цилиндров 16. Установка снабжена, приемным устрой ством, выполненным в виде разъемного полого цилиндра 18, опирающегося в рабочем положении на ведомую планшай бу 5 и поджимаемого к ней винтовой парой 19 и 20 с помощью диска 12.Для быстрой и надежной центровки при под жатии цилиндра 18 к планшайбе 5, опо ные торцевые поверхности 21 планшайбы 5 и цилиндра 18 выполнены конусны ми. Приемный цилиндр 18 выполнен раз емным, с шарнирными узлс1ми 22 и в св бодном, нерабочем положении опирается на ложементы 23, смонтированные на жесткой связи 7. На ведущей 3 и в.едомой 5 планшайбах установлены обой мы 24 и 25, на которых с помощью раз резных колец 26 поджимают между собо свариваемые кромки секций сильфона. Предварительно секции центрируются хомутом 27. На подвижной опоре 6 установлена консоль 28 с резцедержателем для проточки поверхностей 29 колец 26 , относительно которых хомут 27 выравнивает свариваемые секции силь()она. Установка работает следующим образом. Вращением винтовой пары 19,20 при помощи диска 12 поджимают приемный полый цилиндр 18 к ведомой планшайбе 5. Затем монтируют на планшайбе две свариваемые секции сильфона и производят их предварительное поджатие с для вырав определеннь1м зазором нивания кромок. С этой целью включают силовые пневмоцилиндры 10, которые своими штоками через подвижную каретку 8 и жесткую свяэь 7 перемещают подвижную опору 6 с планшайбой 5 и поджатый к ней приемный цилиндр 18 в направлении сближения кромок свариваемых деталей до тех пор, пока фланец 15 не упрется в буртах полого штока 17 пневмоцилиндра 16 упоров, в полости которого одновременно создается противодавление, препятствующее дальнейшему перемещению планшайбы 5. Определенное перемещение планшайбы 5 для создания зазора между кромками свариваемых деталей для их выравнивания обеспечивается перемещением фланцев 15 на стержни 14. После выравнивания кромок убирают противодавление из полости пневмоцилиндра 16 упоров и силовыми цилиндрами 10 производят окончательное поджатие- свариваемых кромок. Далее производят сварку состыкованных секций сильфона, осуществляя через ведущую планшайбу и состыкованные секции вращение ведомой планшайбы вместе с приемным полым цилиндром 18 и подшипниковым узлом 11. По мере наращивания секций готовая часть сильфона размещается- в приемном полом цилиндре 18. После окончательного изготовления сильфона упорный диск 12 с помощью винтовой пары 19,20 отводят назад, полый цилиндр 18 опускается на ложементы 23. Затем раскрывают цилиндр 18 и извлекают из него сильфон. Подъем цилиндра 18 можно осуществлять грузоподъемным устройством совместно с сильфоном и извлекать сильфон вне установки. Экспериментальная проверка работы заявляемой установки подтвердила наличие предлагаемого в заявке эффекта, т.е. значительно уменьшилось количество брака сварных швов за счет обеспечения более равномерного вращения при исключении кинематической цепи шестерен, связывающих ведомую и ведущую планшайбы. Кроме того, проверка показала, что благодаря описанной выше взаимосвязи силовых цилиндров и подвижной опоры ведомой планшайбы были практически исключены какие-либо перекосы стыка свариваемых кромок. Формула изобретения Установка для сварки сильфонов, содержащая станину с размещенными на ней приводом врсшения свариваемого изделия, устройством для поджатия торцов изделия, выполненным в виде двух планшайб, одна из КОТОЕ«Х, ведомая, закреплена на подвижной опоре, соединенной с кронштейном посредством силовых цилиндров, а также приемное устройство, отличающаяся тем, что, с целью повышения качества сварки путем исключения перекосов
плоскости стыка, на станине смонтированы упоры, выполненные в виде пневмоцилиндров с полыми штоками, а также установленная с возможностью продольного перемещения каретка,закрепленная на штоках силовых цилиндров, жестко соединенная с подвижной опорой и оснащенная упорным диском с конусной опорной поверхностью и стержнями с регулируемыми фланцами, взаимодействующими с полыми штоками пневмоцилиндров упоров, при этом торцовая поверхность ведомой планшайбы
выполнена конусной, а приемное устройство выполнено в виде полого разъемного цилиндра с конусными торцами, взаимодействующими соответственно с конусной опорной поверхностью упорс ного диска и конусной поверхностью ведомой планшайбы.
Источники информации, принятые во внимание при экспертизе 1- Авторское свидетельство СССР
по заявке 2350290/27, кл.В 23 К 37/04, 1976 (прототип).
