Изобретение относится к области производства покрышек пневматических шин и предназначено для сборки брекерно-протекторных браслетов для изготовления радиальных покрышек.
Известно устройство для сборки брекерно-протекторных браслетов, содвржа1чее поворотный ротор с вращаюП1имися сборочными барабанами, питатель для наложения брекера и питатель для наложения протектора.
В указанном устройстве ротор врашется в горизонтальной плоскости, а наложение разных слоев брекера осуВ1ествляется с одного питателя, поэтому сборка многослойного браслета на известном устройстве производится за несколько оборотов ротора, что обуславливает низкую производительность процесса сборки многослойных браслетов.
Указанный недостаток частично устранен в другом устройстве для сборки брекерно-протекторных браслетов, которое содержит поворотный ротор с вращающимися сборочными барабанами, питатели для наложения слоев брекера и шприц-машину для наложения протектора. Ротор выполнен поворотным в горизонтальной плоскости, а питатели для наложения слоев брекера установлены параллельно друг другу.
При сборке многослойных браслетов питатели перемещаются вдоль сборочного барабана в позиции наложения слоев брекера, что ограничивает производительность процесса сборки многослойных брекерно-протекторных браслетов.
Целью изобретения является повьпление производительности процесса сборки многослойных браслетов.
Для достижения поставленной цели в устройстве для сборки брекерно-протекторных браслетов, содержащем повоpoTHbrfi ротор с вращающимися сборочными барабанами, питатели для наложения слоев брекера и шприц-машину для наложения протектора, ротор вьшолнен поворотным в вертикальной плоскости, а питатели для наложения слоев брек-ера установлены соосно друг другу.
Устройство снабжено второй шприцмашиной, установленной соосно с первой.
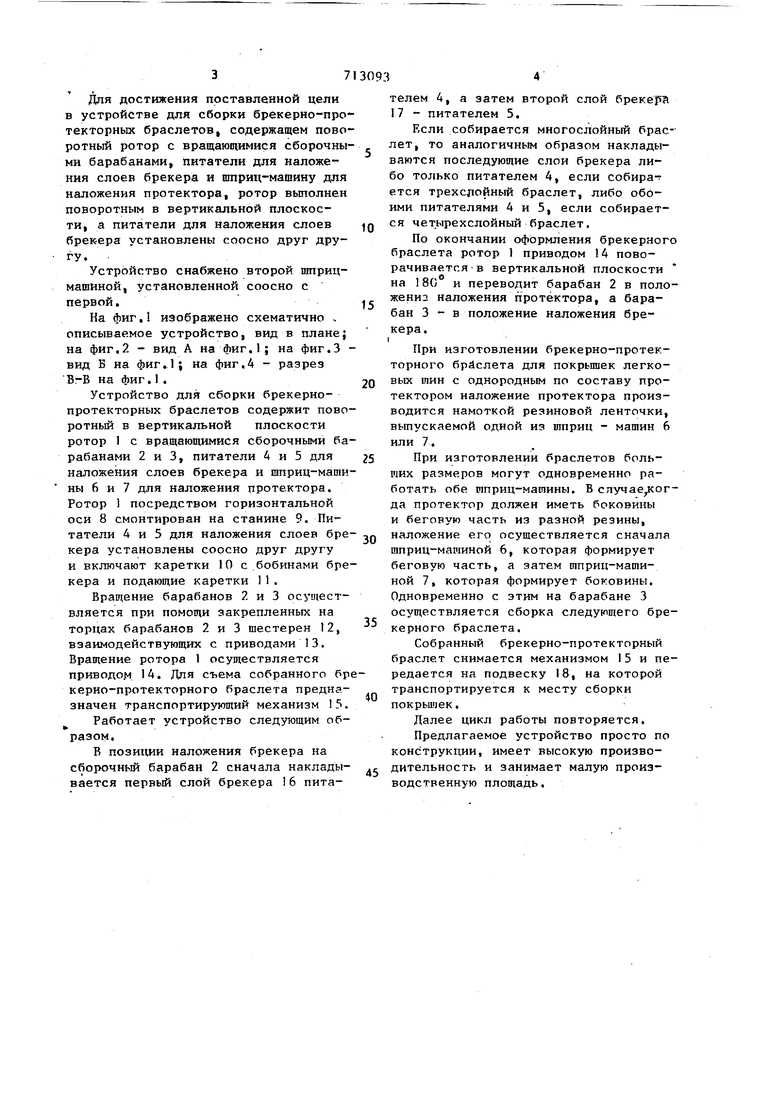
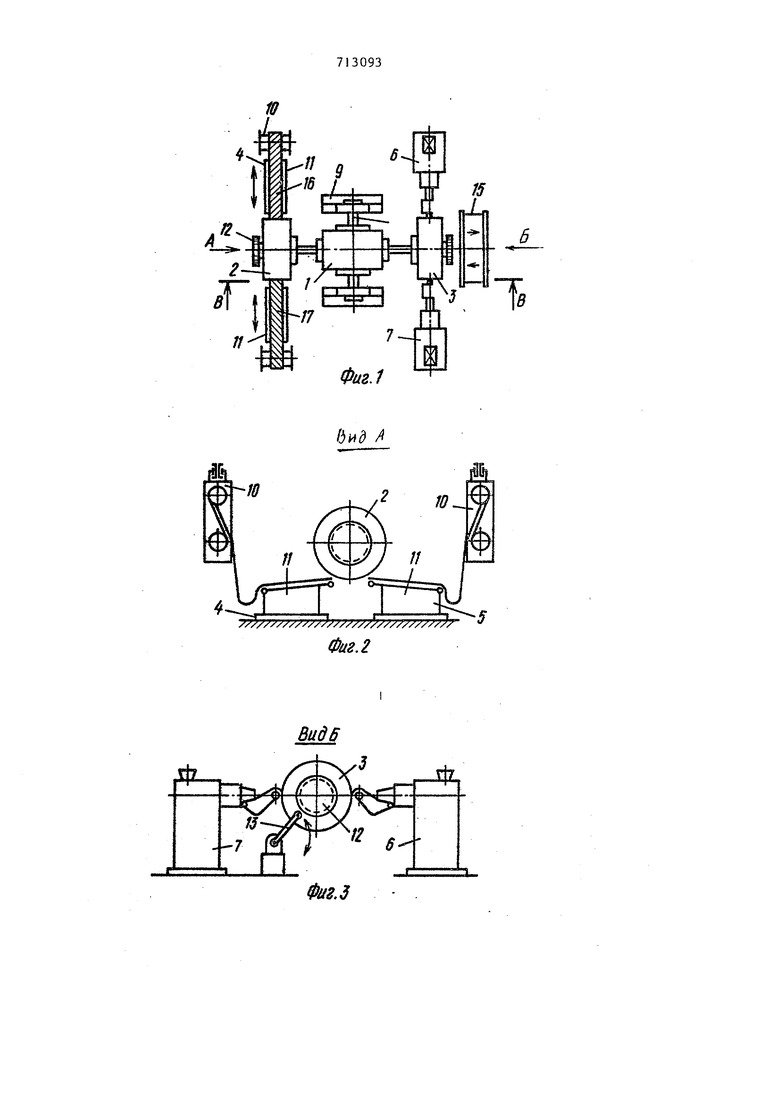
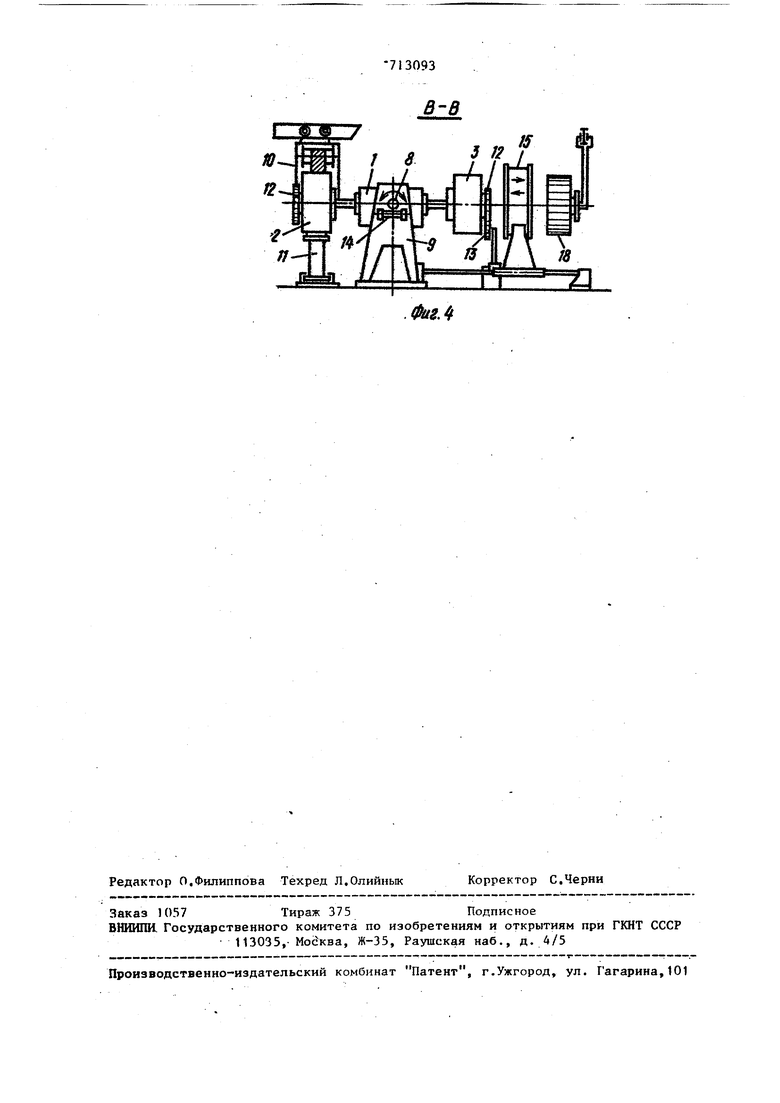
На фиг.1 изображено схематично . описываемое устройство, вид в плане{ на фиг.2 - вид А на фиг.1; на фиг.З вид Б на фиг..}; на фиг.А - разрез Б-В на фиг.1.
Устройство для сборки брекернопротекторных браслетов содержит поворотный в вертикальной плоскости ротор 1 с вращающимися сборочными барабанами 2 и 3, питатели 4 и 5 для наложения слоев брекера и шприц-машины 6 и 7 для наложения протектора. Ротор 1 посредством горизонтальной оси 8 смонтирован на станине 9. Питатели 4 и 5 для наложения слоев брекера установлены соосно друг другу и включают каретки 10 с .бобинами брекера и подающие каретки I1.
Вращение барабанов 2 и 3 осуществляется при помощи закрепленных на торцах барабанов 2 и 3 шестерен 12, взаимодействующих с приводами 13. Вращение ротора 1 осуществляется приводом. 14. Для съема собранного бр керно-протекторного браслета предназначен транспортирующий механизм 15.
Работает устройство следующим образом,
В позиции наложения брекера на сборочный барабан 2 сначала накладывается первый слой брекера 16 питателем 4, а затем второй слой брекера 17 - питателем 5.
Если собирается многослойный браслет, то аналогичным образом накладываются последующие слои брекера либо только питателем 4, если собирав ется трехслойный браслет, либо обоими питателями 4 и 5, если собирается четырехслойный браслет.
По окончании оформления брекерног браслета ротор 1 приводом 14 поворачивается -в вертикальной плоскости на 180 и переводит барабан 2 в положениа наложения протектора, а барабан 3 - в положение наложения брекера, I
При изготовлении брекерно-протекторного брйслета для покрышек легковых шин с однородным по составу протектором наложение протектора производится намоткой резиновой ленточки, выпускаемой одной из шприц - машин 6 или 7.
При изготовлении браслетов больших размеров могут одновременно работать обе пприц-матины. В случае огда протектор должен иметь боковины и беговую часть из разной резины, наложение его осуществляется сначала шприц-мапшной 6, которая формирует беговую часть, а затем шприц-машиной 7, которая формирует боковины. Одновременно с этим на барабане 3 осуществляется сборка следующего брекерного браслета.
Собранный брекерно-протекторный браслет снимается механизмом 15 и передается на подвеску 18, на которой транспортируется к месту сборки покрьачек.
Далее цикл работы повторяется.
Предлагаемое устройство просто по конструкции, имеет высокую производительность и занимает малую производственную площадь.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для второй стадии сборки покрышек пневматических шин | 1976 |
|
SU593381A1 |
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| Станок для сборки радиальных покрышек пневматических шин | 1977 |
|
SU743897A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Агрегат для сборки покрышек пневматических шин | 1986 |
|
SU1361014A1 |
| "Установка для сборки покрышек пневматических шин типа "Р" | 1990 |
|
SU1810294A1 |
| Агрегат для сборки радиальных покрышек | 1985 |
|
SU1227494A1 |
| Агрегат для сборки радиальных покрышек | 1977 |
|
SU682389A1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ БРЕКЕРНО-ПРОТЕКТОРНЬГХ БРАСЛЕТОВ, со-держап1ее поворотный ротор с вращающимися сборочными барабанами, питатели для наложения слоев брекера и шприц- машину для наложения протектора, о т личаю[дееся тем, что, с целью повышения производительности процесса сборки многослойных браслетов, ротор выполнен поворотным в вертикальной плоскости, а питатели для наложения слоев брекера установлены соосно друг другу.2. Устройство по п. 1, о т л и - чающееся тем, что оно снабжено второй шприц-машиной, установленной соосно с первой.
Buds
Лф,
в-в
| Авторское свидетельство СССРii;^ 505154, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
