Изобретение относится к трубо- прокатному оборудованию, в частности к распределительно-подающему механизму стана холодной прокатки, Известен распределительно-подающи механизм стана холодной прокатки тру содержащий приводной вал, кулак, кон тактирующие с ним и установленные в рамке ролики,каждый из которых связа с рычагами, и муфты обгона, на конце вала одной из которых жестко посажена регулируемая кулиса Г1 Наиболее близким техническим реше нием к изобретению является распреде лительно-подающий механизм, содержащий приюдиой вал е кулаком, парал лельно расположенные @му два вала с обгонными муфтами и вал, несущий на конце рычаг, присоединенную к нему через тягу кулису, связанную с одни из валов с обгонной муфтой, два взаимодействующих с кулачком роликовых рычага, один из которых закреплен на втором валу с обгонной муфтой, другой - на несущем рычаг алу, при чем последний имеет механизм соотнош ния величины подачи Г21 . Недостатком данных механизмов является отсутствие независимой раздельной регулировки величин подачи заготовки перед прямым и обративм ходами клети при изменении маршрута прокатки. Это объясняется тем, то при холодной (теплой) прокатке т|руб любого размера -с двойной подачеГ заготовки за один двойной ход ю:ети величина подачи перед прямым хо;;ом сдерживается ухудшением качеств; поверхности прокатываемых труб лением на трубах закатов, закус( других дефектов), а перед обратим ходом она ограничивается в осно ном величиной сжимающих осевых усил действующих на заготовку. В про лессе прокатки зачастую требуется од овременнр увеличить иЛи уменьшить п эдачу 1ети, заготовки перед оОоигад ходами к эдом, увеличить подачу перед прямым х эбоставив ее без изменения перед ратным ходом или наоборот. Но ipoизвести независимую регулировку потольдач невозможно, так как имеется ко возможность осуществления регулировку соотношения величин подач ред обоими ходами клети. Наприг ер, уменьшение подачи перед обратньм ходом путем изменения центра враиения кулака приводит к росту подачи перед прямым ходом или наоборот. Это не всегда является оптимальным с точки
зрения дальнейшего увеличения пода чи перед обоими ходами клети.
Цель изобретения - обеспечение независимой регулировки величины подачи в переднем и заднем положении клети и интенсификации тем самым процесса прокатки.
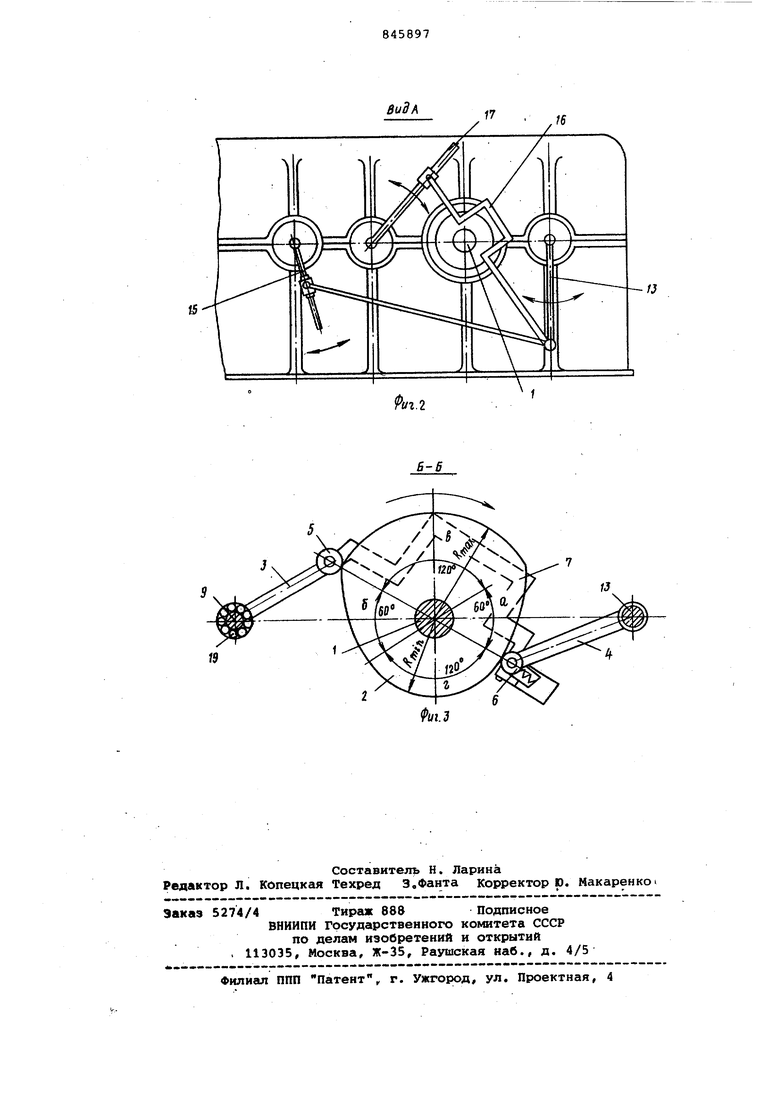
Для достижения этой цели распределительно-подающий механизм стана холодной прокатки труб, содержащий приводной вал с кулачком, параллельно расположенные ему два вала с обгонными муфтами и вал, несущий на конце рычаг, присоединенную к нему через тягу кулису, связанную с одним из валов с обгонной муфтой, два взаимодействующих с кулачком роликовых рычага, один из которых установлен на втором Всшу с обгонной муфтой а другой жейгко закреплен на несущем рычаг валу, снабжен односторонней зубчатой муфтой, через которую выполнено соединение кулисы с одним из валов с обгонной муфтой и дополнительной кулисой, связанной с рычагом и со BTopfciM BaJiOM с обгонной муфтой, на котором .роликовый рычаг установлен с возможностью поворота. . На фиг. 1 представлена кинематическия схема механизма; на фиг, 2 вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Распределительно-подающий механизм стана холодной прокатки труб .имеет приводной вал 1с установленным на нем кулачком 2, с которым контактируют роликовые рычаги 3 и 4. Ролики 5 и 6 этих рычагов установлен в рамке 7. Параллельно приводному вал у расположены два вала 8 и 9 с обгоными муфтами 10 и 11 и вал 12,,несущий на конце рычаг 13. Этот рычаг шарнирно соединен через тягу 14 с кулисой 15 и через тягу 16 с дополнительной кулисой 17. Обе кулисы выполнены регулируемыми . Кулиса 15 связана с одним из валов с обгонной муфтой, а именно с валом 8 посредством односторонней зубчатой муфты 18, Дополнительная кулиса 17 соединена со вторым валом 9 с обгонными муфтами. На валу 9 с муфтой 11 обгона с возможностью поворота через подшипник 19 установлен роликовый рычаг 3, Другой роликовый рычаг 4 жестко закреплен на несущем рычаг 13 валу 12. Муфты 10 и 11 обгона связаны соответственно через систему шестерён 20, 21 и 22 с гайкой 23 и винтом 24 подачи. Профильный кулачо 2 имеет два рабочих участка по 6.0 каждый, которые выполнены переменными радиусами (от R|Tiin Rmdx). и два участка выстоя по 120® каждый с радиусами RhiinПринцип действия механизма следующий.
От двигателя главного привода клети (не показан) жестко эакрепленному на приводном валу 1 кулачку 2 сообщается -непрерывное вращение с угловой скоростью, равной угловой скорости кривошипных шестерен привода клети. При открытии зева подачи в заднем крайнем положении клети кулачок 2, вращаясь по часовой стрелке, через ролик 6 толкает роликовый рычаг 4, жестко посаженный на вал jl2, на конце которого жестко закреплен рычаг 13. Последний передает вращение через тяги 14 и 16 соответственно регулируемым кулисе 15 и дополнительной кулисе 17, которые жестко закреплены на концах валов 8 и 9 с муфтами. 10 и 11. При этом ролик б роликового рычага 4 взаимодействует с одним из рабочих участков кулачка 2, а ролик 5 рычага 3 со вторым. Так как роликовый рычаг 3 посажен на вал
9на подшипниках 19 (свободно), то он совершает качательное движение совместно,с рамкой 7, не передавая вращение валу 9. В это время происходит заклинивание муфты 10 обгона в результате вращения кулисы 15 против часовой стрелки и заклинивания зубчатой муфты 18. Далее .вращение передается через систему шестерен 20 гайке 23, которая, вращаясь, сообщает поступательное движение винту 24 подачи (т.е. осуществляется подача заготовки перед прямым ходом клети), Одновременно с э,тим дополнительная кулиса 17 вращается по часовой стрелке, и поэтому заклинивание муфты 11 обгона не происходит. После поворота кулачка на угол 180°, что соответствует моменту открытия зева подачи (перед обратным ходом клети), в переднем положении клети ролик б роликового рычага 4 взаимодействует с другим рабочим участком. При этом рычаг 13 отклоняется влево и через .тягу 16 сообщает поворот дополнительной кулисе 17 против часовой стрелки, за
счет чего происходит заклинивание муфты 11 обгона. Затем вращение передается через, систему шестерен 21 и 22 гайке 23, и винт 24 подачи совершает -поступательное движение (т.е. осуществляется подача заготовки), в это время вращение от гайки 23 через систему шестерен20 передается муфте 10 обгона против часовой стрелки, а рычаг 13 „также совершает поворот в том же направлении. Заклинивание муфты
10обгона не происходит, так как зубчатая муфта 18 работает на расклинивание Регулирование величины подачи заготовки перед прямым и обратным ходами клети осуществляется, например, винтовой подачей (не показана) путем изменения длин кулис.
Предлагаемый распределительноподающий механизм стана холожной прокатки труб обеспечивает возможность независимого раздельного регулирования величины подачи заготовки как перед прягллм ходом клети, так я перед обратным за счет более полного использования технологических возможностей каждого хода клети. Это позволяет интенсифицировать процесс прокатки труб, что имеет особенно важное значение при изготовлении тонкостенных и толстостенных труб Формула изобретения Распределительно-подающий механиз стана холодной прокатки труб, содер жащий приводной вал с кулачком, параллельно расположенные ему два вала с обгонными муфтами и вал, несущий н конце рычаг, присоединенную к нему ч рез тягу кулису, связанную с одним и валов с обгонной муфтой, два взаимодействующих с кулачком роликовых рычага, один из которых установлен на втором валу с обгонной муфтой, а другой жестко закреплен на несущем р)ычаг валу, отличающийся тем что, с целью обеспечения независи мой регулировки величины подачи в переднем и (Заднем положении клети и интенсификации тем самым процесса прокаткиJ он снабжен односторонней зубчатой муфтой, через которую выполнено соединение кулисы с одним из валов с.обгонной муфтой и дополнительной кулисой, связанной с рычагом и со вторым валом с обгонной муфтэй, на котором роликовый рычаг установлен с возможностью поворота. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 582855, кл. В 21 В 21/06, 1976, 2.Авторское свидетельство СССР по заяке № 2624903/22-02, кл. В 21 В 21/J36, 1978.


| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительный подающе-поворот-Ный МЕХАНизМ CTAHA ХОлОдНОй пРОКАТ-Ки ТРуб | 1979 |
|
SU839630A1 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
| Распределительный подающе-поворотный механизм стана холодной прокатки труб | 1976 |
|
SU582855A1 |
| Распределительно-подающий механизм редукторного типа стана холодной прокатки труб (его варианты) | 1984 |
|
SU1212639A1 |
| Механизм подачи стана холодной прокатки труб | 1977 |
|
SU713628A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Устройство для подачи заготовок стана холодной прокатки труб | 1982 |
|
SU1080891A1 |
| Механизм подачи стана холодной прокатки труб | 1979 |
|
SU768500A1 |
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
Budf
