(54) СПОСОБ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кислородной резки полых за-гОТОВОК | 1979 |
|
SU812462A1 |
| СПОСОБ ФИГУРНОЙ МНОГОСТРУЙНОЙ КИСЛОРОДНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2106232C1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1830319A1 |
| Способ групповой газокислородной резки проката круглого сечения | 1977 |
|
SU691261A1 |
| Способ кислородной резки | 1978 |
|
SU697270A1 |
| Устройство для кислородной резки | 1980 |
|
SU935224A1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1731499A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| Устройство для термической резки слябов | 1980 |
|
SU961885A1 |
| Установка для резки проката круглого сечения | 1980 |
|
SU903007A1 |
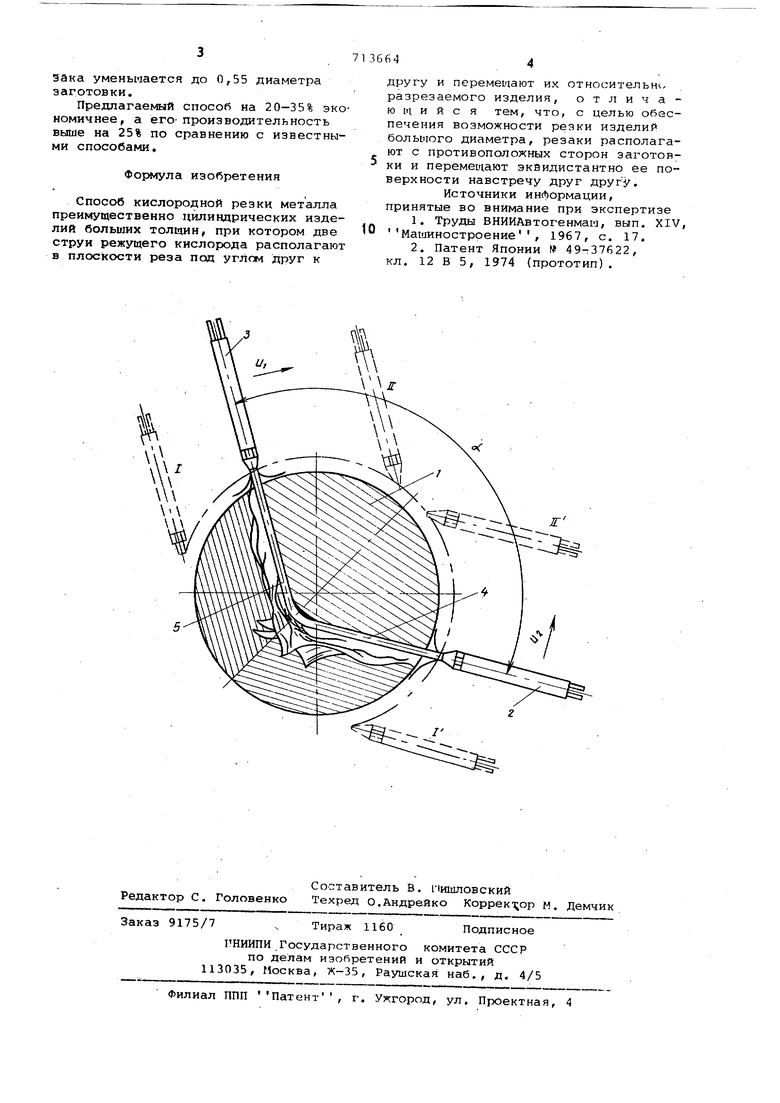
Изобретение относится к газопламенной обработке металлов и может быть использовано в тяжелом машиностроении и металлургии при резке заготовок круглого сечения. Известен способ кислородной резки металла, при котором-две струи режущего кислорода располагают в плоскости реза и перемещают навстречу друг другу Известен также способкислородной резки металла, при котором две струи режутпего кислорода располагают в пло кости реза пся углом друг к другу и перемещают их относительно разрезаемого изделия 2. Известный способ не обеспечивает резку металла диаметром большим, чем возможность каждого из двух резаков, необходимых для осуществления этого способа. Цель изобретения - обеспечение воз можности резки изделий болыЮго диаметра. Указанная цель достигается тем, что резаки располагают с противоположных сторон заготовки и перемещают эквидистантно ее поверхности навстречу друг другу. Схема осуществления способа представлена на чертеже. Кислородная резка заготовки 1 производится двумя резаками 2 и 3, движущимися одновременно навстречу друг к другу по контуру заготовки. При этом резаки 2 и 3 располагаются в одной плоскости реза таким образом, что реж5тцие струи 4 .и 5 в процессе резки образуют между собой угол сх: 80° - 160. При таком процессе резки скорости перемещения резаков и диаметры режущих сопел должны быть равны или отличаться в небольших пределах. Преимущество описываемого способа кислородной резки круглых сечений заключается в том, что по мере перемещения резаков от начала реза к концу с увеличением диаметра заготовки, толщина металла, подлежаршя резке, постоянно уменьшается. Наиболь|11ая толщина металла, подлежащая резке при расположении резаков под углом х. 90° друг к другу, составляет для каждого резака 0,7 диаметра заготовки С увеличением угла е между оезаками до 160 наибольшая толщина разрезаемого металла для каждого реэака уменьшается до 0,55 диаметра заготовки.
Предлагаемый способ на 20-35% экономичнее, а его производительность выше на 25% по сравнению с известными способами.
Формула изобретения
Способ кислородной резки металла преимущественно цилиндрических изделий больших толщин, при котором две струи режущего кислорода располагают в плоскости реза под углем друг к
другу и перемещают их относительнаразрезаемого изделия, отличающийся тем, что, с целью обеспечения возможности резки изделий большого диаметра, резаки располагают с противоположных сторон заготовки и перемещают эквидистантно ее поверхности навстречу друг другу,
Источники информации, принятые во внимание при экспертизе
