1
Изобретение относится к сварке пластмасс, а именно к способам ультразвуковой сварки.
Известен способ ультразвуковой сварки полимерных материалов, включающий предварительный подогрев зоны сварки термобатареями с одновременным охлаждением зоны детали, контактирующей с волноводом, и приложение ультразвуковых колебаний 1
Недостаток способа заключается в необходимости использования дополнительных нагревательных устройств.
Наиболее близкий из известных к изобретению способ ультразвуковой сварки полимерных материалов, включающий -сдавливание соединяемых материалов, подачу импульса ультразвуковой энергии для предварительного нагрева материалов, подачу сварочного ультразвукового импульса и последующее снятие давления 2.
Недостаток указанного способа заключается в неравномерном нагреве соединяемых поверхностей материалов из-за наличия на них микровыступов, которые служат концентраторами ультразвуковой энергии и расплавляются быстрее соседних участков, что
при непрерывном воздействии ультразвука вызывает перегрев материала микровыступов и снижение качества сварки.
Цель изобретения - повышение качества сварки за счет выравнивания температур в зоне контакта соединяемых материалов.
Указанная цель достигается тем, что по способу ультразвуковой сварки полимерных материалов, включающему сдавливание соединяемых материалов, подачу импульса ультразвуковой энергии для предварительного нагрева материалов, подачу сварочного ультразвукового импульса и последующее снятие давления, перед подачей сварочного ультразвукового импульса осуществляют выдержку соединяемых материалов под давлением.
Такое осуществление способа обеспечивает качественную сварку полимерных материалов.
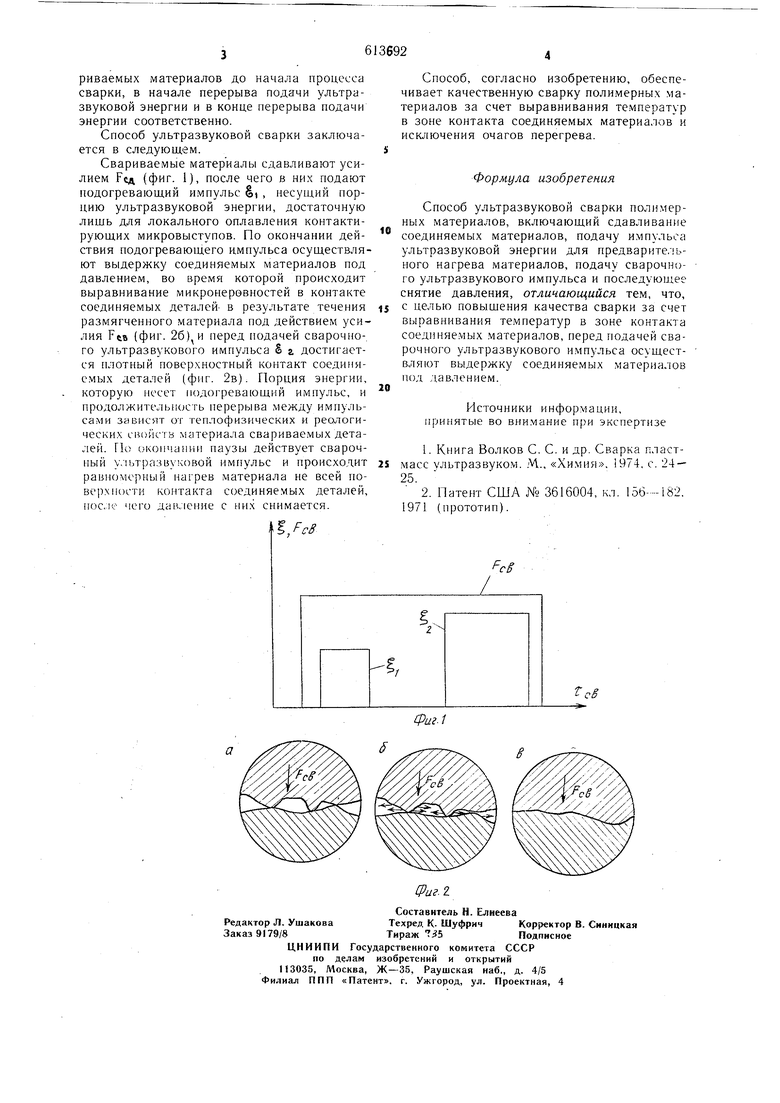
Способ ультразвуковой сварки полимерных материалов поясняется чертежами, где на фиг. 1 изображена временная диаграмма процесса ультразвуковой сварки, а на фиг. 2 а, б, в - участок зоны контакта свариваемых материалов до начала процесса сварки, в начале перерыва подачи ультразвуковой энергии и в конце перерыва подачи энергии соответственно.
Способ ультразвуковой сварки заключается в следующем.
Свариваемые материалы сдавливают усилием РСД (фиг. 1), после чего в них подают подогревающий импульс &, , несущий порцию ультразвуковой энергии, достаточную лишь для локального оплавления контактирующих микровыступов. По окончании действия подогревающего импульса осуществляют выдержку соединяемых материалов под давлением, во время которой происходит выравнивание микронеровностей в контакте соединяемых деталей- в результате течения размягченного материала под действием усилия FtB (фиг. 26) и перед подачей сварочно-, го ультразвукового импульса S а достигается плотный поверхностный контакт соединяемых деталей (фиг. 2в). Порция энергии, которую несет подогревающий импульс, и продолжительность перерыва между импульсами зависят от теплофизических и реологических свойств материала свариваемых деталей. По окопчании паузы действует сварочный ультразвуковой импульс и происходит равномерный нагрев материала не всей поверхности контакта соединяемых деталей, госл.г чего давление с ни.х снимается.
FcB
Способ, согласно изобретению, обеспечивает качественную сварку поли.мерных материалов за счет выравнивания температур в зоне контакта соединяемых материалов и исключения очагов перегрева.
Формула изобретения
Способ ультразвуковой сварки полимерных материалов, включающий сдавливание соединяемых материалов, подачу импульса ультразвуковой энергии для предварительного нагрева материалов, иодачу сварочного ультразвукового импульса и последующее снятие давления, отличающийся тем, что,
5 с целью повышения качества сварки за счет выравнивания температур в зоне контакта соединяемых .материалов, перед подачей сварочного ультразвукового и.мпульса осуществляют выдержку соедиияемых материалов под давлением.
Источники информации, принятые во внимание при экспертизе
1.Книга Волков С. С. и др. Сварка пласт5 масс ультразвуком. .М., «Химия. 1974. с. 24 -
25.
2.Патент США № 3616004, кл. 156--182. 1971 (прототип).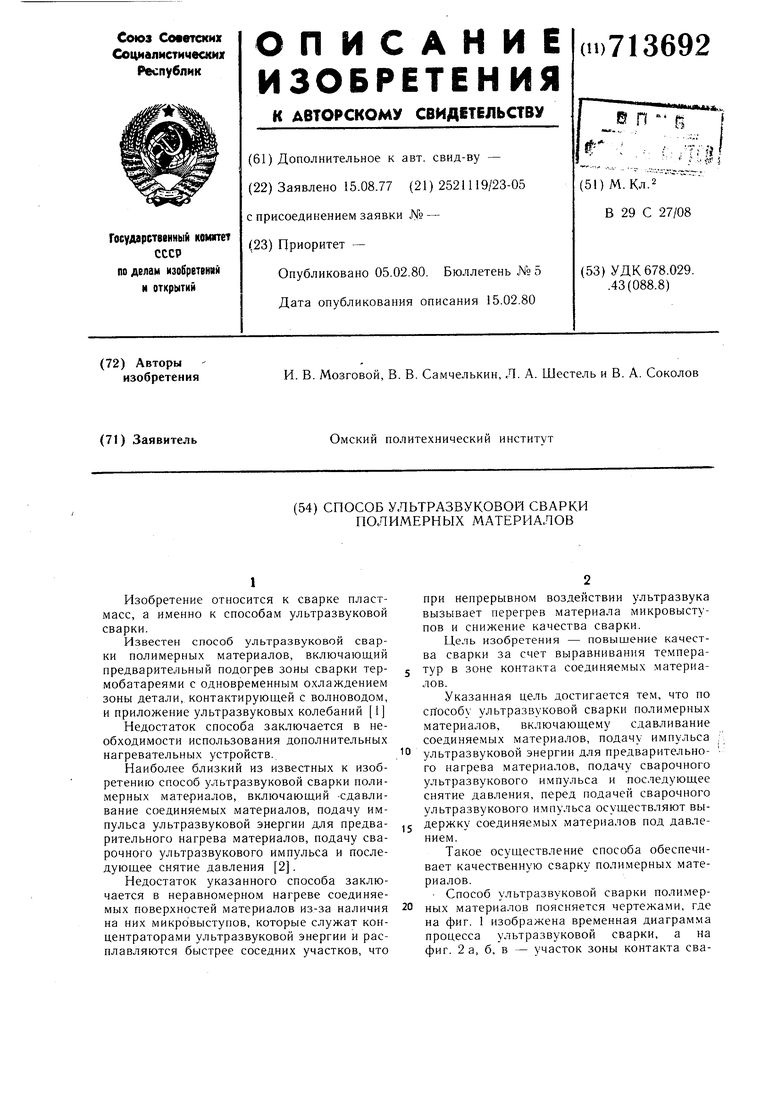
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой сварки полимерных пленок | 1980 |
|
SU903160A1 |
| Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами | 1980 |
|
SU876473A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 2003 |
|
RU2229382C1 |
| Способ сварки фторопласта-4 | 1980 |
|
SU952638A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КОРПУСА ЭЛЕКТРОННОГО ПРИБОРА | 2002 |
|
RU2233568C1 |
| Способ сварки металлических деталей | 2024 |
|
RU2838041C1 |
| Способ ультразвуковой сварки термопластов | 1979 |
|
SU856829A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2015 |
|
RU2616313C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ | 2010 |
|
RU2465138C2 |
| Способ изготовления закрытого рабочего колеса центробежной турбомашины из термообрабатываемых алюминиевых сплавов | 1983 |
|
SU1147538A1 |
