Предлагается способ изготовления зубчатых колес путем прокатки нагретой заготовки между двумя зубчатыми 1валками, которым сообщают возавратно-вращательноэ движение, с целью обеспечения Симметричности прО1филя зубцов и макроструктуры их металла.
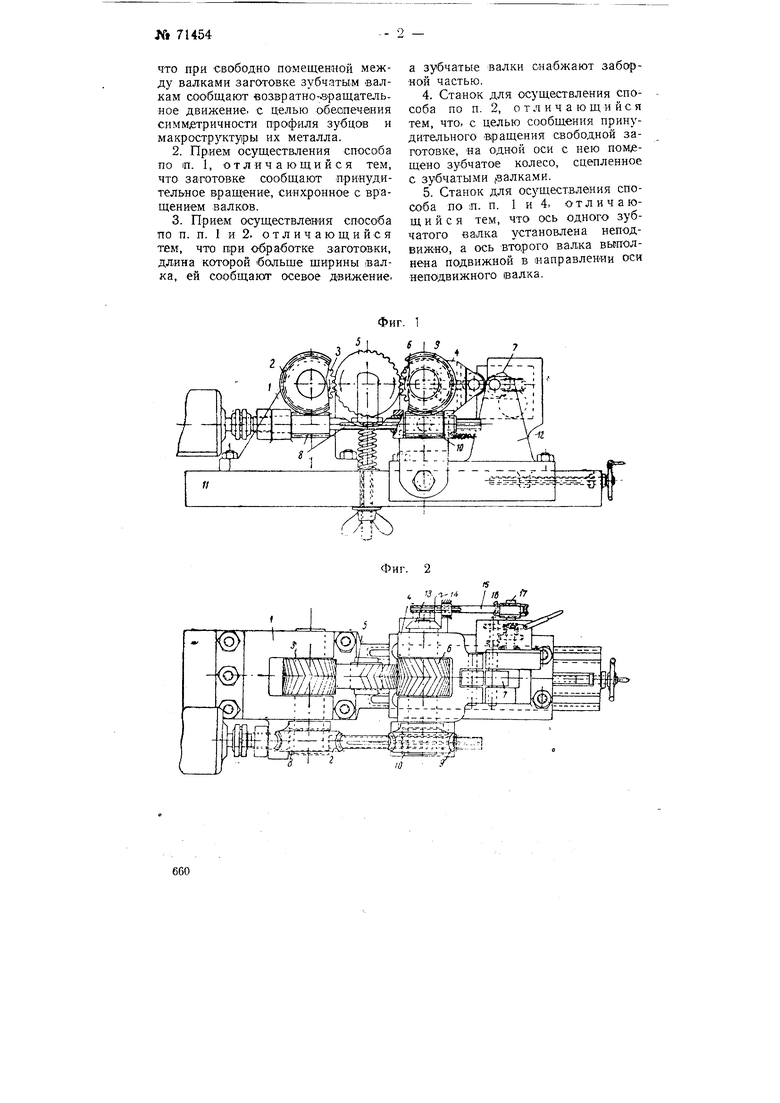
Прокатной станох (фиг. 1 и 2) состоит из основания 11, на котором расположена неподвижная стойка / С зубчатым валком 3 и подвижная стойка 12, устанавливаемая дальше или ближе к «епод-зижной стой,ке .в зависимости от диам,етра прокатываемой шестерни. Второй зубчатый валок 6 находится на кулисе 4, осуществляюш,ей во время прокатки движение подачи при помощи эксцентрика 7.
Валки 3 vi 6 получают вращение от электродвигателя червячные пары 8, 2 и 10, 9, а эксцентрик 7 - через червячную лару 10, 9, шестерни 13, 14. червячную пару 15, 16 и редуктор 17.
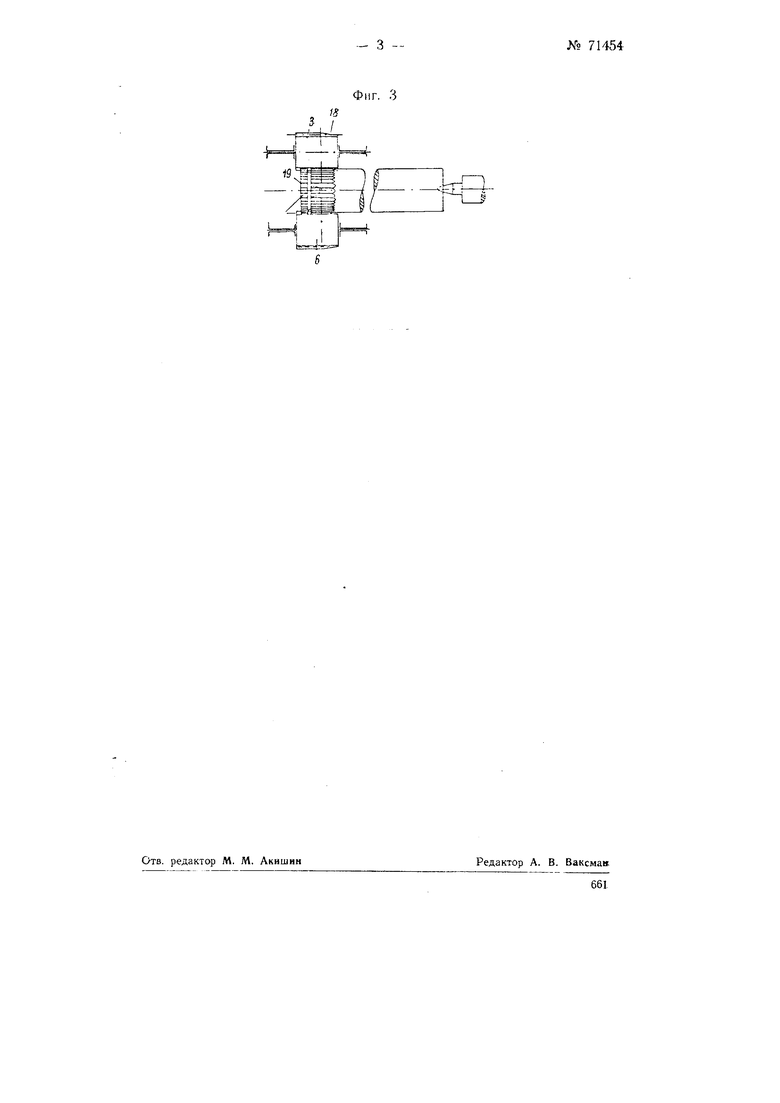
Валки сообщают устанавливаемой между ними заготовке возвратно вращательное движение (подача от аксцентрИка производится только во время рабочего хода). При прокатке длинных aaroTOiBOK им сообщают осевое перемещение, а на валках в этом случае делают заборную часть 18 (фиг. 3).
42
В процессе п/ервой прокатки, выполняемой после нагрева заготовок до 900-1050°, происходит деление окружности на заданное число частей. Опыт показывает, что такое деление осуществля,ется точнее, если заготовке сообщат принудительное вращение от шесте1рни 19, сцепляющейся с зубчатыми валками 5 и б (фиг. 3).
Вторая прокатка выполняется при таких же тем.п ратурах, как и первая, немедленно или после подогрева заготовки. Для чистового Прохода на загото,.зке оставляется припуск 0,1-0,3 мм. После снятия окалины заготовка подогревается в восстановительной атм осфере до 700-800° и направляется на прокатку между чистовыми зубчатыми валками.
Обработанные описанным способом щестерни по точности и чистоте поверхности зубьев не уступают шестерням, нарезанным на зуборезных станках.
Предмет изобретения
I. Слособ изготовления зубчатых колес Путем прокатки заготовки между двумя зубчатыми валками, отличающийся тем,
6Г)9
что при свободно помещенной между валками заготовке зубчатым валкам сообщают еоавратно-вращательное движение, с целью обеопечения симметричности профиля зубцов и макрострукту)ры их металла.
2.Прием осуществления способа по 1П. 1, отличающийся тем, что заготовке сообщают при-нудительное вращение, синхронное с вращением валков.
3.Прием осуществления способа по п. п. 1 и 2. отличающийся тем, что при обработке заготовки, длина которой больще щирины валка, ей сообщают осевое движение.
а зубчатые валки снабжают заборной частью.
4. Станок для осуществления способа по п. 2, отличающийся тем, что, с целью сообщения принудительного «ращения свободной заготовке, «а одной оси с нею помещено зубчатое колесо, сцепленное с зубчатыми ,валками.
5 Станок для осуществления способа по 1П. п. 1 и 4, отличающийся тем, что ось одного зубчатого еалка установлена неподвижно, а ось Второго валка выполнена подвижной в направлении оси неподвижного валка.