Для Прокатки профилей переменного по длине сечения известны станы, в которых «ижний холостой валок приближается во время процесса прокатки к верхнему приводному валку.
Предлагаемый прокатный стан отличается от вышеуказанных станов тем1, что для передвижения холостого валка применен опускающийся по лаклонной поверхности под действием собственного веса груз, связанный через барабан тросом с КЛИМОВЫМ приспособлением для подъем1а вилки, несущей холостой валок.
Барабан, через который перекинут трос, соединен с приводным валком фрикционной муфтой. При достижении грузом крайнего нижнего положения фрикционная муфта включает барабан во вращение в нлправлении вращения приводного валка; трос наматывается на барабан и груз подним1ается в исходное положение.
Кроме того груз связан тросом с клещевым зажимом, для вывода профиля из валков. Этим1 достигается синхронизация изменения сечения профиля по длине со скоростью выхода его из валков. На
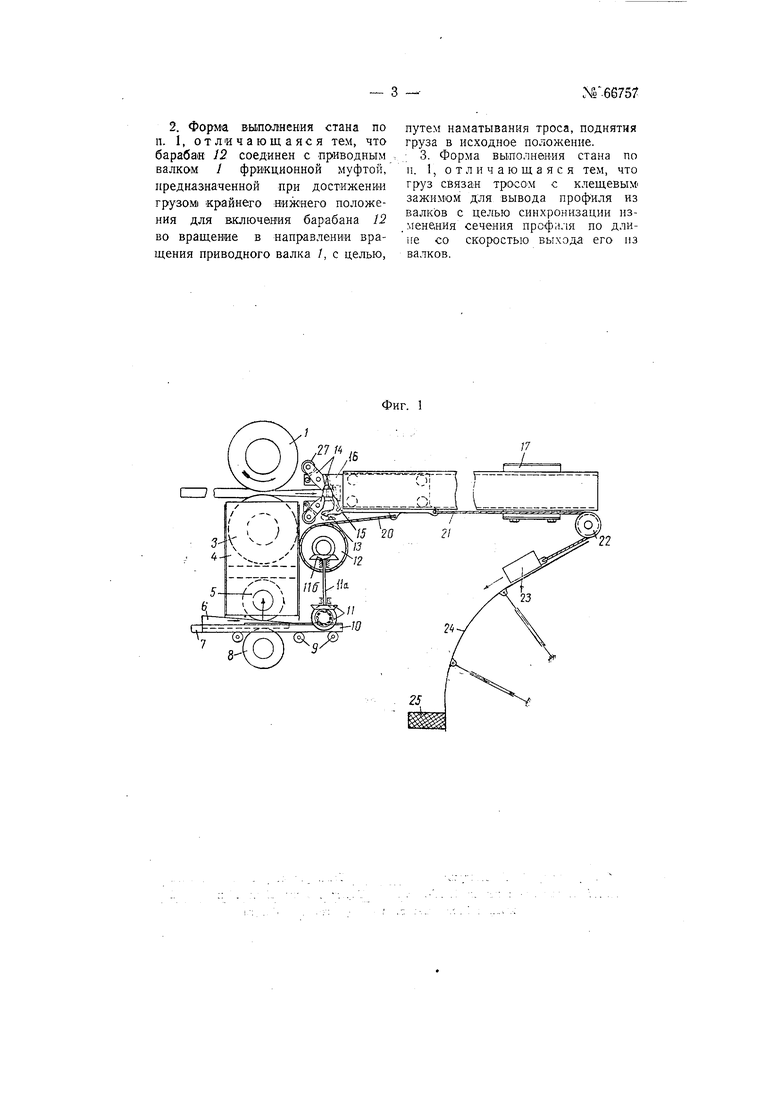
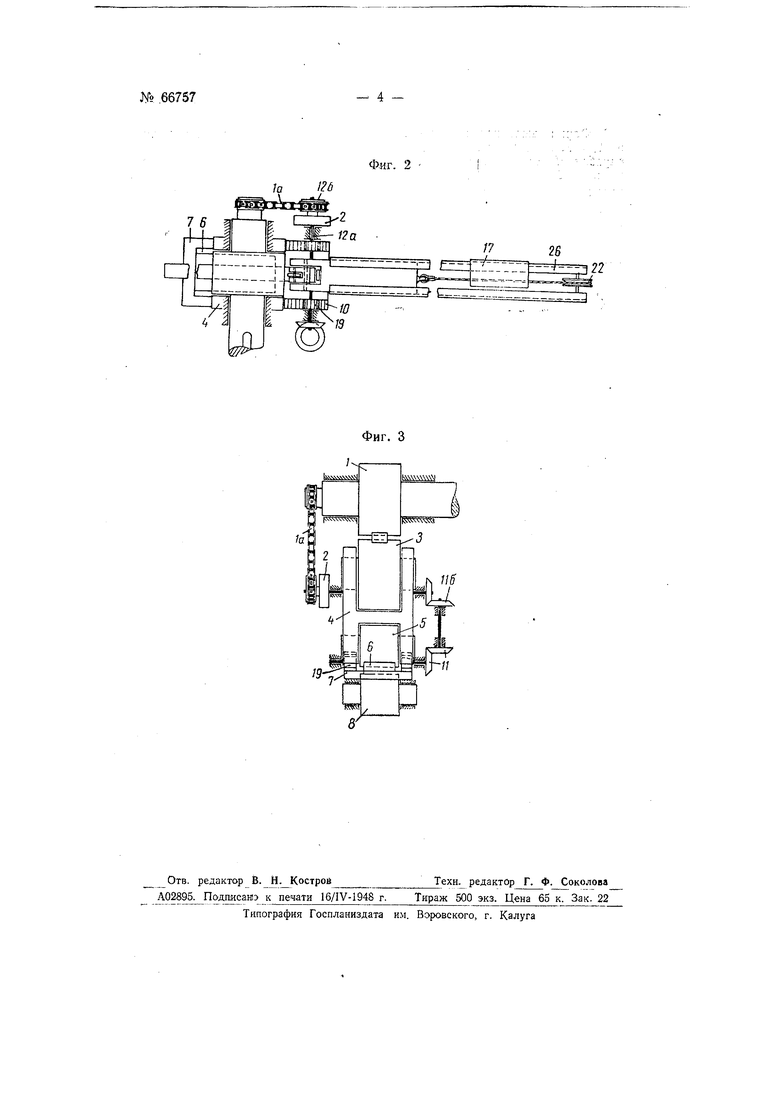
фиг. 1 показан вид спереди стана, на фиг. 2 - вид его в плане, на фиг. 3 - вид сбоку.
Верхний приводной валок } вращается против часовой стрелки. Нил-сний валок 3-холостой, ось его закреплена в рамке 4, несущей внизу ролик 5, при помощи которого рамка держится на клиновом: приспособлении, состоящем из клина 6, жестко соединенного с пластиной 7. и зубчатой рейки 10. Последняя опирается на ролик 8 -и ролики 9, сидящие на осях в подщипниках, закрепленных в станине прокатного стана. С зубчатой рейкой 10 сцеплены две цилиндрические щестерни 19, сидящие на одном валу с конической щестерней Л, сцепленной в свою очередь с такою же щестерней, сидящей на вертикальном валу //а, несущем на другом конце коническую шестерню //б; такая же щестерня насажена на горизонтальном валу 12а, несущем барабан J2, на котором навернут трос 20; второй конец троса связан с клещевым зажимом 16. служащим для вывода профиля из валков. Вал барабана связан фрикционной муфтой 2 с валом 126, несущим звездочку, на которую надета цепь 1а, надетая на такую же звездочку, сидящую жестко на валу приводного валка /. К клещевому зажиму привязан второй трос 21, перекинутый через ролик 22 я несущий на другом: конце груз 23, который может опускаться под действием своего веса по наклонной поверхности 24, до упора в резиновую подущку 25. Последняя связана с фрикционной муфтой 2 рычажной или электромагнитной или гидравлической переда1чей, не показанной на чертеже. При нажиме груза 23 на подушку 25 фрикционная муфта 2 сцепляет вал }2а барабана с валом 126, и барабан 12 начинает вращаться в одном направлении с приводным валком /. Фрикционная муфта также связана с фиксатором 13, о котором сжаза«о ниже. Клещевой зажим 16 передвигается на направляющих 26, несущих ролик 22, и снабжен двумя подпружиненными захватами 14, сидящимИ на роликах 27, и подпружиненным; упором 15, снабженным внизу крюкообразным отростком. На пути клещевого зажима 16 установлены внизу фиксатор 13, а вверху передвижной упор 17 для роликов 27.
При работе стана прокатываемый профиль, выходящий вправо {см. фиг. 1) из валков, находит на упор /5 и заставляет его повернуться СВОИМ1 крюкообразным концом против часовой стрелки так, чтобы этот конец стал выще фиксатора 13. Зах:ваты 14 зажимают профиль и клещевой зажим 16 тянет его под. действием груза 23 вправо. Одновременно зажим 16 тянет вправо трос 20 и заставляет барабан 12 вращаться по часовой стрелке. Валы 12а и 126 в это время разъединены и вращение барабана не связано с вращением приводного валка 1. 1Вращение барабана 12 передается через вертикальный вал На шестерням //, которые заставляют зубчатую рейку двигаться вцраво, передвигая в T10MI же направлении клин 6. Последний через ролик 5 поднимает рамку 4 и валок 5 приближается к валку 1, постепенно обж:ййая прокатываемый профиль на сужающееся сечение. Так достигается синхронизация изменения сечения профиля по длине со скоростью его выхода из вал1ков. Груз 23 в это времЯ Опукяется по наклонной поверхности 24 и в конце своего пути нажимает на резиновую подущку 25, которая устанавливается так, чтобы- груз уперся в нее, когда весь профиль выйдет из валков. Связанная с подушкой 25 фрикционная муфта 2 соединит в этот момент валы- 12а и 126, и барабан 12 начнет вращаться в обратную сторону, т. е. против часовой стрелки, как и приводной валок У, и потянет клещевой зажим 16 и груз 23 в исходное положение. Клин 6 при этом1 также отходит налево и дает возможность, валку 3 опуститься на требуемое расстояние вниз.
В момент упора груза 23 в подущку 25 ролик 27 упирается в устанавливаемый в определенное положение упор 17 и зажимы 14 отходят от прокатанного профиля.
При обратном движении клещевого зажима крюкообразный конец упора 15 проходит мимо фиксатора 13 и удерживается им до прохода очередного профиля, который СВОИМ1 нажимом вновь повернет крюкообразный конец упора по часовой стрелке. Фиксатор 13 лосле прохождения мимо него упора 15 выключает фрикционную муфту 2, связь между валами 12а и 126 прерывается и цикл повторяется.
П р ед Ml ет изобретен Ия
1. Стан для прокатки профилей переменного по длине сечения с Г1риближением нижнего холостого валка к верхнему приводному валку во время прокатки, о т л и ч ающийся тем, что для передвижения холостого валка 3 применен опускающийся иод действием собственного веса по наклонной поверхности груз 23, связанный тросом через барабан 12 с клиновым приспособлением для подъема вилки 4, несущей, валок 3,
2. Форма выполнения стана по п. 1, отличающаяся тем, что барабаи J2 соединен с приводным , валкам / фрикционной муфтой, предназначенной при достижении грузом крайнего нижнего положения для включения барабана 12 во вращение в направлении вращения приводного валка /, с целью,
путем наматывания троса, поднятия груза в исходное положение.
3. Форма вылолнения стана по II. 1, отличающаяся тем, что груз связан тросом с клещевым зажимом для вывода профиля из валкОв с целью синхронизации из. -менения сечения профиля по длине со скоростью выхода его из валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей переменного сечения | 1941 |
|
SU64468A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ПЕЧАТНОЙ ПРОДУКЦИИ | 1991 |
|
RU2071928C1 |
| Устройство для подачи длинномерного материала в зону обработки | 1983 |
|
SU1199376A1 |
| Молот для изготовления профилей переменного сечения | 1946 |
|
SU68584A2 |
| Устройство для подачи длинномерного материала в рабочую зону пресса | 1978 |
|
SU856629A1 |
| Устройство для гнутья заготовок из бамбука | 1986 |
|
SU1384382A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1985 |
|
SU1382552A1 |
| Регулятор старости вращения веретен прядильного ватера | 1936 |
|
SU57122A1 |
27/4
CZ
/7 /
la
76
Фиг. 2
2В
-122
