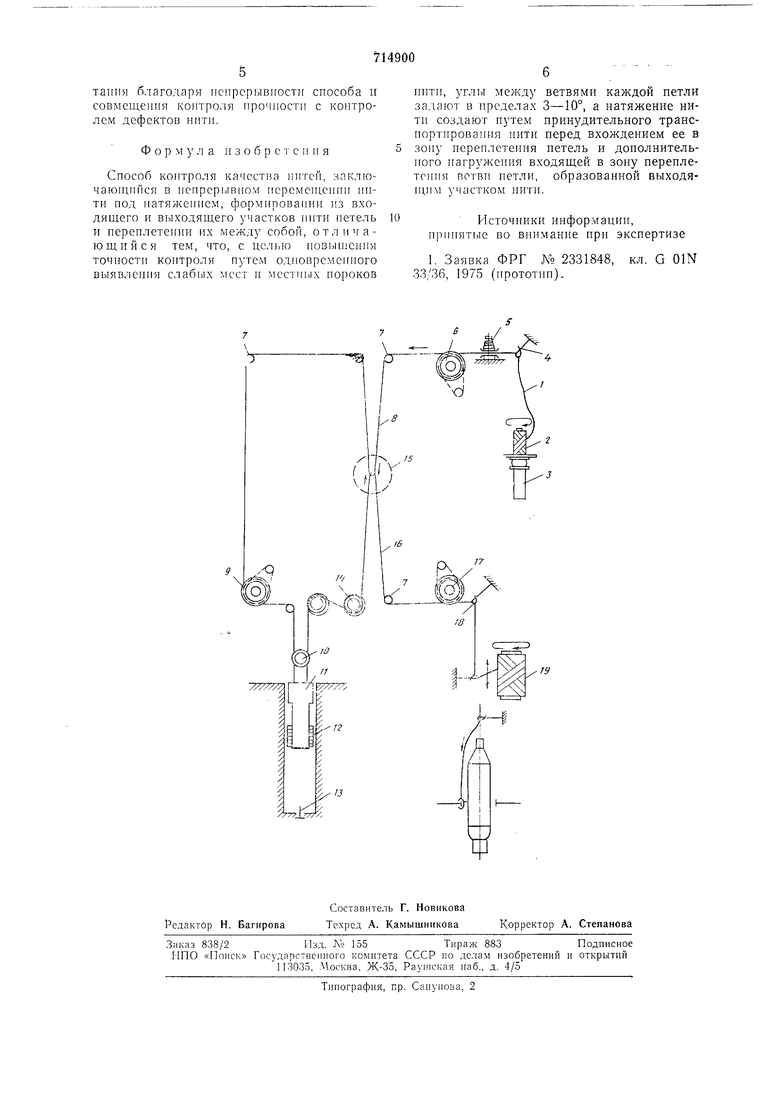
Галетные пары 6, 9 н 17 имеют общий иривод для достижения согласоваиной скорости их вращения. Каждая из галет, кроме того, имеет возможность индивидуального регулирования скорости. Галетная пара 6 подает нить с отставанием против галет 9 на величину, обеспечиваюн:,ую растяжение нити и достаточную для удержаиия петли 8 в заданном размере. Галетная пара 17 подает ннть 1 с опережением против галетиой пары 9 на величину, достаточную для растяжепия нити и обеспечепия no;ioжения каретки 11 с грузами 12 в установленных пределах.
При увеличении длины нити больше заданной осуществляют ручную регулировку по уменьшению скорости подачи нити и сокращению длины петли 8 до нужной величины. При опускании каретки 11 с грузом 12 ниже положенного скорость подачи нити галетной парой 17 увеличивают до тех пор, пока полол ение груза не нормализуется.
При прохождении через переплетение 15 участка нити с утолщением происходит задержка его, приводящая к резкому увеличению натяжения нити и обрыву. При обрыве нити 1 каретка И падает и, нажав на кнопку 13, останавливает привод всех галет. Таким образом, контроль качества нити осуществляется по ее обрывиости.
Перед непосредствспи1 1М посчуплеиием
нити в зону переплетения 15 нить можно
нагреть от 20 до 350°С, для чего ролики
галетной пары 17 сиабжены электролагревательными элементами.
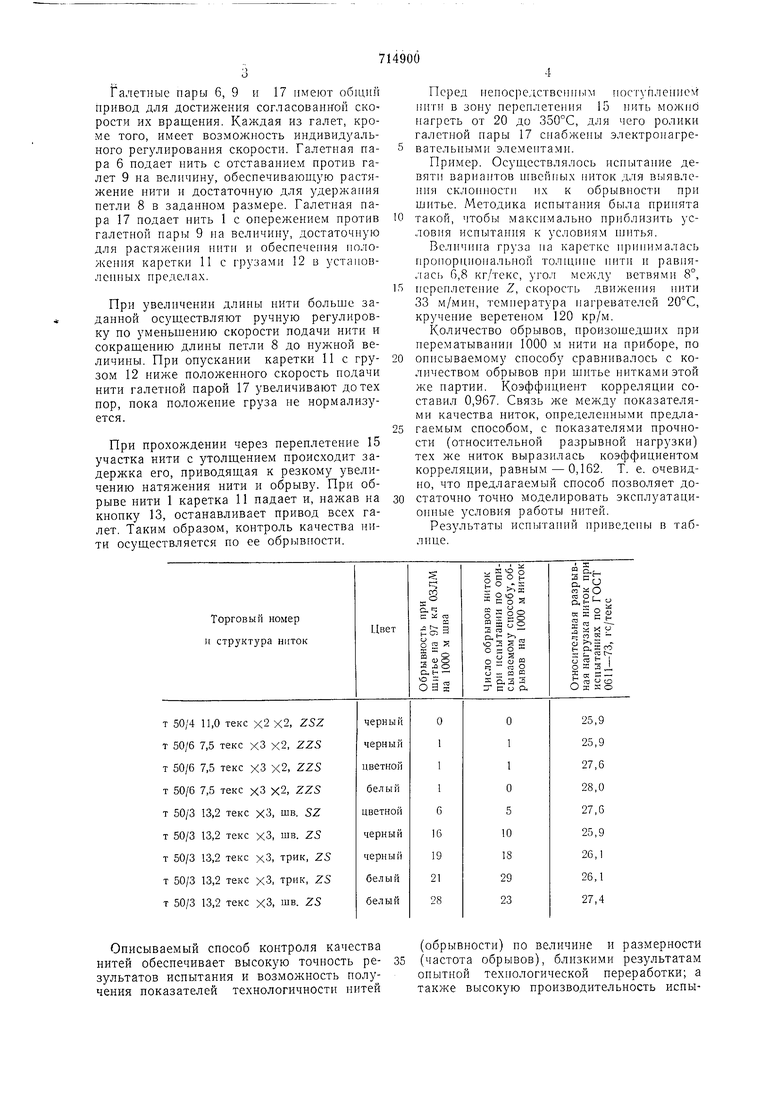
Пример. Осуществлялось испытание девяти вариантов игвейпых ниток для выявления склонности их к обрывности при шитье. Методика испытания была нринята
такой, чтобы максимально ирнблизить условия испытанпя к условиям шитья.
Величина груза па каретке принималась гфопорциопальиой толии1ие нити и равия,лась 6,8 кг/текс, угол между ветвями 8°,
переплетение Z, скорость движения нити 33 м/.мин, температура нагревателей 20°С, кручепне веретеном 120 кр/м.
Количество обрывов, произошедших при перематываиии 1000 м нити на приборе, по
опнсываемому способу сравнивалось с количеством обрывов при шитье нитками этой же партии. Коэффициент корреляции составил 0,967. Связь же между показателями качества ниток, определенными предлагаемым способом, с показателями прочиости (относительной разрывиой нагрузки) тех же ниток выразилась коэффициентом корреляции, равным - 0,162. Т. е. очевидно, что предлагаемый способ позволяет достаточио точно моделировать экснлуатационные условия работы ннтей.
Результаты испытаиий приведены в таблнце.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕКРУЧЕНОЙ ИЛИ КРУЧЕНОЙ С НЕКОТОРОЙ КРУТКОЙ НИТИ И ТЕКСТИЛЬНАЯ НИТЬ | 1993 |
|
RU2121535C1 |
| Способ испытания нитей на прочность в петле | 1977 |
|
SU711425A1 |
| СПОСОБ ОБРАБОТКИ ШВЕЙНОЙ НИТИ НА ШВЕЙНОЙ МАШИНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010050C1 |
| СПОСОБ ОБРАБОТКИ ШВЕЙНЫХ НИТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2010054C1 |
| Тканая лента и способ ее изготовления | 1980 |
|
SU1147789A1 |
| ТЕРМОСТОЙКАЯ ШВЕЙНАЯ НИТКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2402649C1 |
| УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ НАТЯЖЕНИЯ НИТЕЙ | 2005 |
|
RU2296828C2 |
| РЕГУЛЯТОР ПРЯДЕНИЯ | 1973 |
|
SU370290A1 |
| СПОСОБ ШИТЬЯ В СРЕДЕ ИНЕРТНОГО ГАЗА И АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2019600C1 |
| СПОСОБ ЗАПРАВКИ НИТИ НА ЦЕНТРИФУГАЛЬНЫХ ПРЯДИЛЬНЫХ МАШИНАХ ИСКУССТВЕННОГО ВОЛОКНА | 1972 |
|
SU344045A1 |
Описываемый способ контроля качества нитей обеспечивает высокую точность ре-35 зультатов испытания и возможность получения показателей технологичности нитей (обрывности) но величине и размерности (частота обрывов), близкими результатам опытной техиологической переработки; а также высокую производительность испы
