1
Изобретение относится к области ме-« |ханической обработ1ш металлов, а именно к устройствам для формообразования зубчатых или гофрированных полос протяженности.
Известно устройство, предназначенное для прокатки зубчатых шавроннык профилей, содержащее установленные на привод ,ных валах зубчатые диски.
Недостатком известного устройства является отсутствие промежуточных и нериферий 1ых дисков для удержания полосы, что не позволяет прокатывать зубчатые шевронные профили с ровными краями.
Наиболее близким к предлагаемому изобрете шю из известных является устройство, содержащее два приводных вала с параллельными осями, расположенными в одной плоскости, несуютх соосно установленные и защепленные между собой зубчатые диски с утонёнными зубьями 1на толщину прокатываемой полосы.
Однако это устройство так же не |Обеспечивает прокатки зубчатых профилей из полосы с ровными краями и ровными промежутками между зубчатыми участ ками.
Целью изобретения является повышение качества прокатки и расширение технологических возможностей устройства.
Эта цель достигается тем, что предлагаемое устройство снабжено гладкими дисками, установленными соосно между зубчатыми дисками и по их наружным торцам и выполненными с диаметром, равным поллоидному диаметру зубчатых дисков, уменьшаемому на толшину прокатываемой полосы.
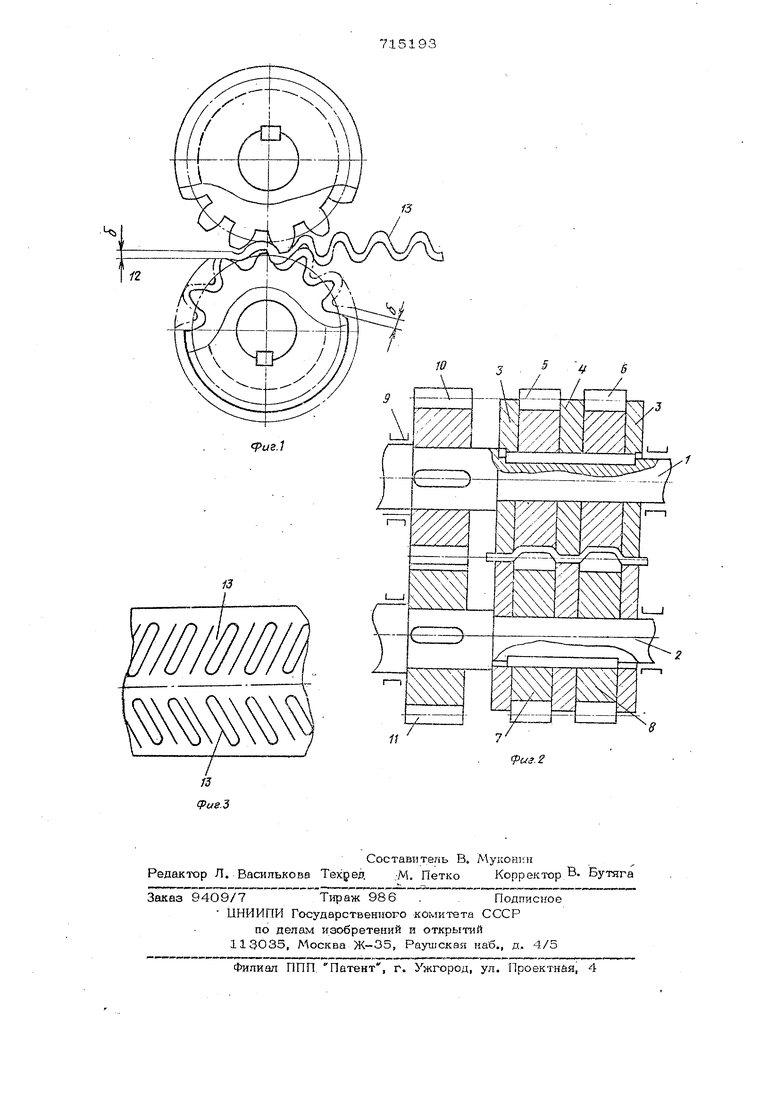
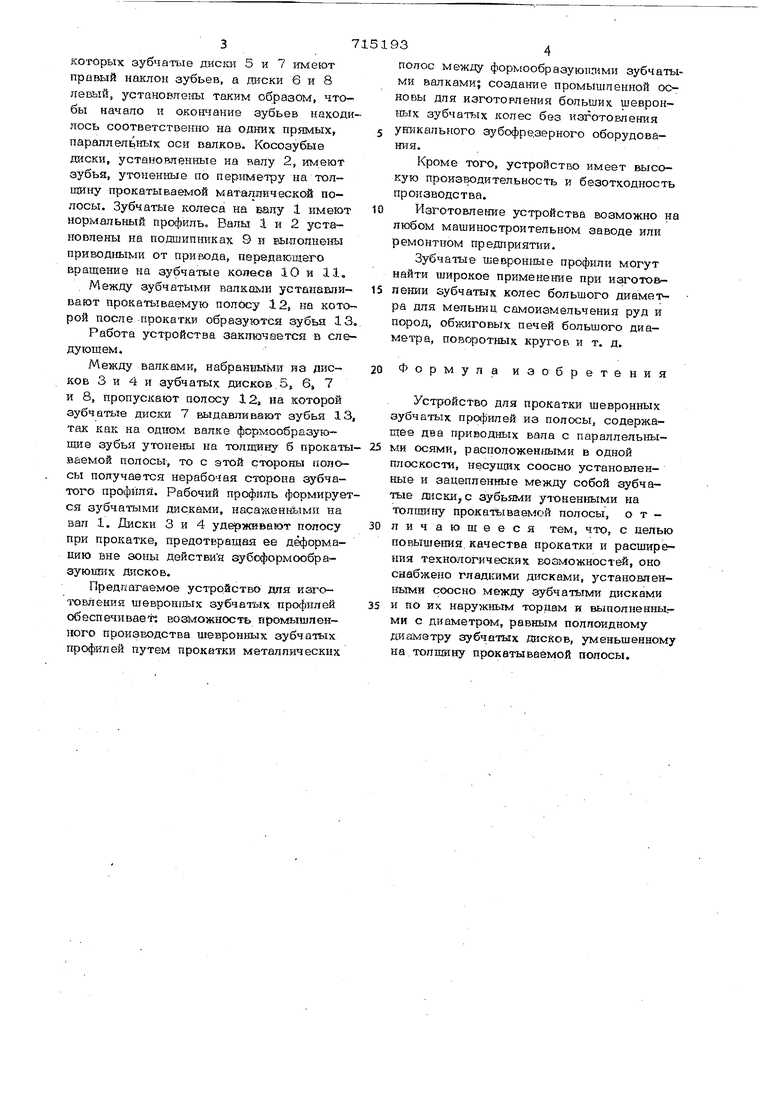
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - прокатанная полоса с шевронным профилем на ней.
На осях 1 и 2 установлены боковые диски 3. Центральный диск 4 и косозубые зубчатые диски 5, 6, 7 и 8, из 37 которых зубчат1)1е дис1ш 5 и 7 иугеют правый наклон зубьев, а теки 6 и 8 7Г8вый, установлена таким образом, чтобы начало и окончание зубьев находи лось соответственно на одних прямых, нараплельшлх оси валков. Косозубые диски, установленные на валу 2, имеют зубья, утоненные но периметру иа толщину прокатываемой маталлической по лосы. Зубчатые колеса на валу 1 имеют нормальный профиль. Валы 1 и 2 установлены на подшипниках 9 н йьшолнших приводными от привода, передающего вращение на зубчатые колеса 1О и 11. Между зубчатыми устанавливают прокатываемую полосу 12, на кото рой после-прокатки образуются зубья 13 Работа устройства закпючается в сле дующем. Между валками, набранныШ на дисков 3 и 4 и зубчатых дисков 5, 6, 7 и 8, пропускают полосу 12 на .которой зубчатые диски 7 выдавливают зубья 13 так как на одном валке формообразующие зубья утонены на толщину б прокаты ваемой полосы, то с этой стороны полосы получается нерабочая сторона зубчатого профили. Рабочий профиль формируе ся зубчатыми дисками, насажен1&1ми на вал 1. Диски 3 и 4 удерживают полосу при прокатке, предотвращая ее деформацию вне зоны действия зубсформообразуюш х дисков. Предкагаемое устройство для изготовления шевронЕПЫх зубчатых профилей обеспечивает: возможность промышленного производства шевронных зубчатых профилей путем прокатки металлических 34 полос между формообразуюпдами зубчатыми валками; создание промышленной основы для изготовления больших шевронных зубчатых колес без изготовления уникального ззбофре.зерного оборудования. Кроме того, устройство имеет высокую производительность и безотходность производства. Изготовление устройства возможно на любом машиностроительном заводе или ремонтном предприятии. Зубчатые шевронные профили могут найти широкое применение при изготовпении зубчатых колес большого диаметра для мельниц самоизмельчения руд и пород, обжиговых печей большого диаметра, поворотных кругов и т. д. Формула изобретения Устройство для прокатки шевронных зубчатых профилей из полосы, содержащее два приводных вала с параллельными осями, расположенными в одной плоскости, несущих соосно установленные и зацепленные между собой зубчатые диски, с зубьями утоненными на толщину прока1Ъ1ваемой полосы, отличающееся тем, что, с пелью повышения, качества прокатки и расширения технологических возможностей, оно снабжено гладкими дисками, установленными соосно между зубчатыми дисками и по их наружным торцам и выполненными с диаметром, равным поллоидному диаметру зубчатых дисков, уменьшенному на толщину прокатываемой полосы.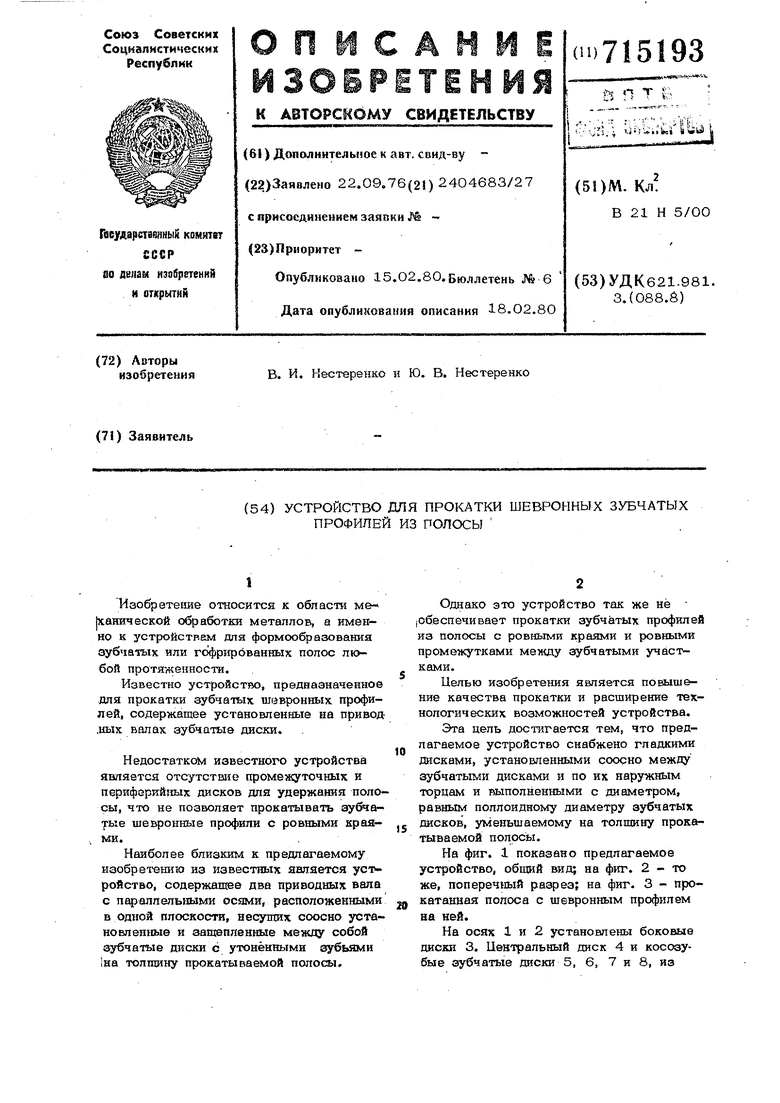
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления зубчатых профилей путем прокатки плоских заготовок | 1977 |
|
SU721215A1 |
| Прокатная клеть | 1987 |
|
SU1507466A1 |
| КОСОЗУБАЯ ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА ВНЕШНЕГО ЗАЦЕПЛЕНИЯ | 2002 |
|
RU2224154C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2001 |
|
RU2227078C2 |
| Стенд для прокатки цилиндрических зубчатых колес | 1985 |
|
SU1260091A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Шестеренная клеть главного привода прокатного стана | 1991 |
|
SU1776211A3 |
| СТАН ПРОДОЛЬНОЙ ПРОКАТКИ ПРОФИЛЕЙ ПЕРИОДИЧЕСКОГО СЕЧЕНИЯ | 1991 |
|
RU2009742C1 |
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| ПРОКАТНАЯ КЛЕТЬ И ОБОРУДОВАНИЕ ДЛЯ ПРОКАТКИ | 2013 |
|
RU2662754C2 |