372
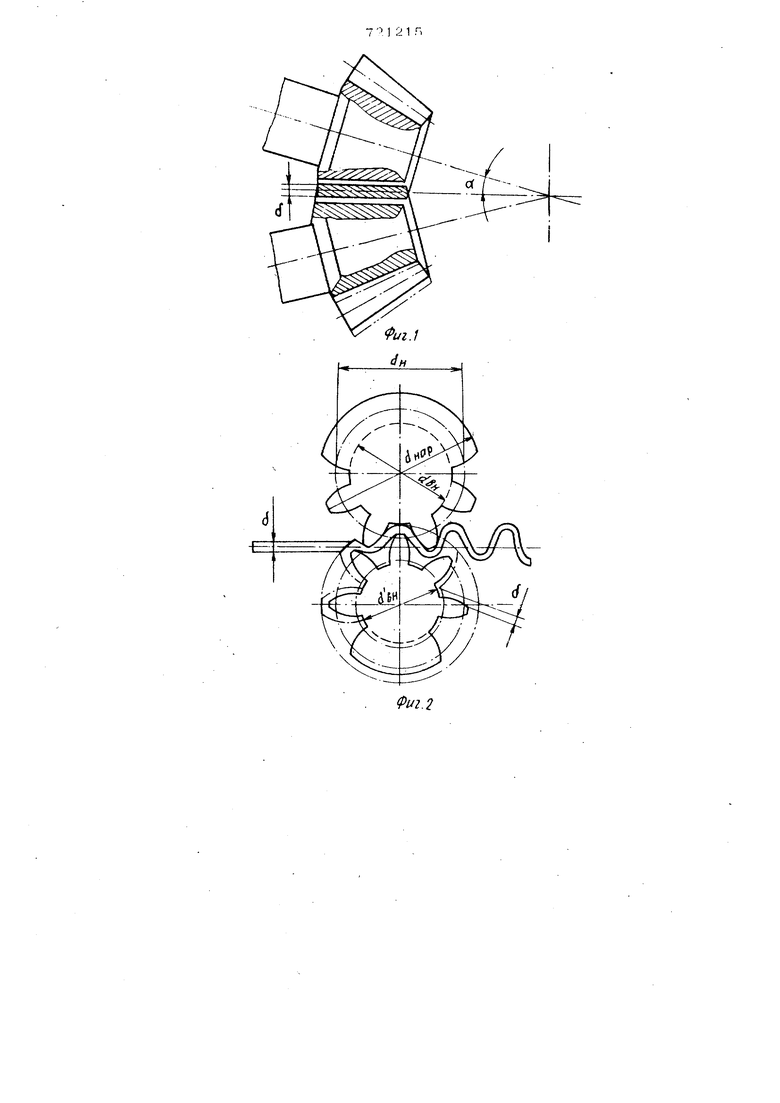
меры конической зубчатой шестерни, но опт) из валков изготавливают с зубьякш, утоненными по периметру на тотиину 8 прсжатываемой дугообразной полосы. Дугообразную металлическую полосу толщиной о прокатывают между валками с зубьями, получая конический зубчатый профиль требуемых размеров и модуля, .На этом изготовление зубчатого конического профиля метоцом прокатки закаичнва ется. Готовый профиль может быть укреплен путем электросварки к ободу будущего колеса и должен работать в паре с конической шестерней такого же размера и модуля, как и зубчатый валсж без утонения зубьев. Рабочая сторона конического зубчатого профиля при прокатке должна быть обращена в сторону валка с нормальным профилем зубьев.
Пример изготовления конического зубч того колеса диаметром ЗООО мм к торцовым модулем т 10 мм. Материал прсжатываемой заготовки - сталь 35 с G, 520О кг/см. Для изготовления зубчатого профиля приняты конические зубчатые валки с размерами привопной конической шестерни будящего зацепления (d 300 мм, Zb 30). При этом один из валксв имеет утоненные по периметру зубья.
Толщина полосы з 3 мм, ширина полосы-заготовки b 80 мм. Материал зубчатых валков - сталь 4ОХС 10000 кг/см.
Зубчатые валки изготовлены зубо 1резерованием на обычном станочном оборудовании.
Диаметр колеса по плительной окружноти d ЗООО мм, шаг зубьев t 31,4 м
Длина развертки зуба рз.з 65 мм.
Ллипа заготовки (по дуге) для изготовления колеса L 19500 мм. Угпм развертки |;ь 72 , радиус развертки R 3120 мм. Угол при вершине зубчат валков 2d 1134.
Толщина зуба (утоненного) одного из валков 9,7 мм,длина зубьев валков bj - 100 мм.
Скорость прокатки 0,1 м/с. Часовая произвопительность порядка 100 м зубчатого профиля. Готовый профиль крепится к ободу колеса сваркой с контролем шага шабпо юм.
Зубчатые конические профили, изготовленные методом прокатки по предлагаемому способу, могут найти применение при изготовлении различного рода поворотных кругов (вернее колес для них) и т. д.
Формула изобретения
Способ Изготовления зубчатых профилей путем нрсжатки плоских заготовок приводными зубчатыми валками с зубья-ми, утоненными на толщину прокатываемой заготовки, оси которых располагают в одной плоскости , отличающийс я тем, что, с целью расширения технологических возможностей для обеспечения формообразования зубчатых профилей в ви конической поверхности, для обработки используют заготовки в виде дугообразны полос и валки с коническими зубьями, а перец прсжаткой валки разворачивают в плоскости, проходящей через их оси.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР f 245995, кл. В 21 Н 5/Q4, 1966.
2.Авторское свидетельство СССР № 72386, кл. В 21 Н 5/02, 1946.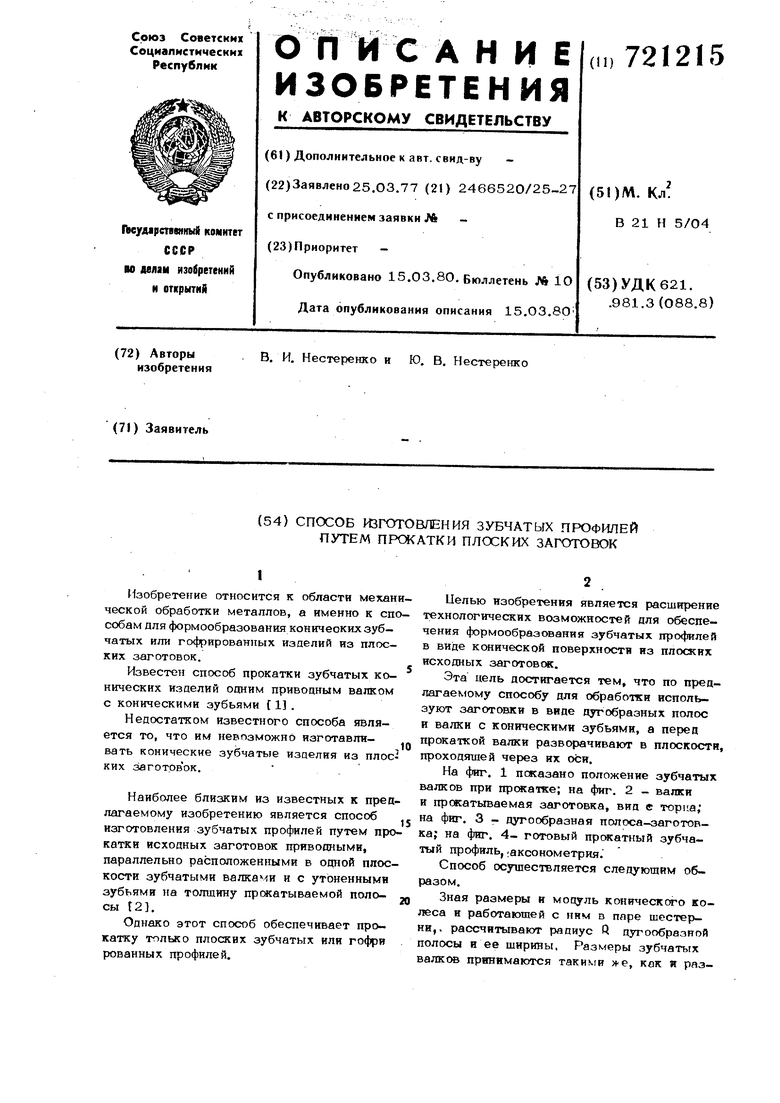
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки шевронных зубчатых профилей | 1976 |
|
SU715193A1 |
| ЗУБЧАТЫЙ ВЕНЕЦ С ВНЕШНИМИ ЗУБЬЯМИ И СПОСОБ ЕГО ФОРМООБРАЗОВАНИЯ | 1991 |
|
RU2029189C1 |
| Способ изготовления цилиндрического зубчатого колеса | 1976 |
|
SU700252A1 |
| Инструмент для накатки зубчатыхКОлЕС | 1979 |
|
SU841746A1 |
| Способ изготовления зубчатых колес специальных зацеплений | 1991 |
|
SU1817728A3 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Инструмент для прокатки зубчатых колес | 1981 |
|
SU1148688A1 |
| КОСОЗУБАЯ ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА ВНЕШНЕГО ЗАЦЕПЛЕНИЯ | 2002 |
|
RU2224154C1 |
| Способ прокатки изделий типа тел вращения | 1986 |
|
SU1458056A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |